
LR10
Quick ViewView Full Details |
When a US municipality
needed reliable level measurement of their polymer mixing tanks, they turned to
Flowline. Polymer is widely used in wastewater treatment to coagulate suspended
solids, producing large curds of floc or solid material, which can then be
easily removed from the process. Granulated or emulsive polymer is diluted with
water, blended, and injected into the process with a high viscosity metering or
variable speed pump. A polymer mixing tank typically holds 1-2 days of product
before a new batch must be made up, and level measurement of this sticky media
is critical to the operator. For this reason, Flowline suggested the use of a
non-contact ultrasonic level sensor. The result is reliable polymer level
measurement. Here, an EchoPod ultrasonic level transmitter is safely mounted
above the polymer solution. Despite being located
next to the tank side wall and mixer shaft, the sensor’s measurement is
unaffected due to its industry leading 2? (5 cm) beam width. The two-wire, 4-20
mA signal output is connected to the SCADA for level monitoring, and the integral
relays actuate a high and low alarm. Flowline is reliable level
measurement. |
LR30
Quick ViewView Full Details |
When a New Jersey food
ingredient manufacturer needed reliable level measurement of their wastewater
pump lift stations, they turned to Flowline. Sumps are liquid trash receptacles
that receive, hold and ultimately transfer their contents into waste treatment.
These are challenging, difficult applications with variables as diverse as the
contents or weather. The facility had used submersible pressure sensors with
poor results during the hot, humid months of summer. The increased condensation
was clogging the sensor breather tubes and causing erratic
measurement. For this reason,
Flowline suggested the use of our pulse radar sensors that are unaffected by
condensation or any other waste variable. The pulse radar sensor is bracket
mounted to the sump top and provides continuous level data to the PLC, which in
turn, controls the submersible pump. The push button display module is wall
mounted next to the sump for local indication. Flowline is reliable level
measurement. |
LR20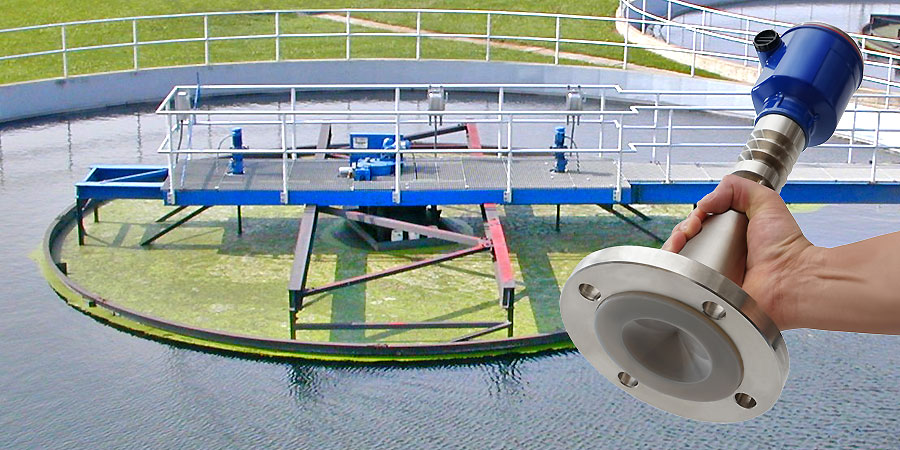
Quick ViewView Full Details |
When a Missouri water treatment plant needed reliable level measurement of their fluoride bulk storage tanks, they turned to Flowline. Fluoride is commonly injected into the nations drinking water to prevent tooth decay. In higher concentrations, fluoride is vaporous and corrosive. The plant had used a different brand of ultrasonic sensors with poor performance, because the thick vapor was absorbing the acoustic signal, and causing the sensors to periodically lose track of the level. For this reason, Flowline suggested the use of our pulse radar sensors that are unaffected by vapor, corrosion or condensation. The pulse radar sensor
provides continuous level data to the SCADA system, which in turn, provides
inventory and safety alarms to the operators. The rugged 316L sensor has a PTFE
antenna shield and coated aluminum enclosure for corrosive media. Flowline is
reliable level measurement. |
LR15
Quick ViewView Full Details |
When a Northern
California food manufacturer needed reliable level measurement of their waste
sumps, they turned to Flowline. Each of their waste streams contains
particulates, powders, chemicals and steam from their clean in place process.
All of which, was causing their float level switches to fail, as they would
often become stuck in the high level condition. For this reason, Flowline
suggested the use of our non-contact pulse radar sensors which are unaffected
by steam or the contents of the application media. The pulse radar sensor
provides continuous level data to the PLC, which in turn, controls the pumps
and transfers the waste into treatment. The rugged sensor is
constructed of 316L with an aluminum windowed enclosure for harsh environments.
Flowline is reliable level measurement. |
LR30
Quick ViewView Full Details |
When a North American dairy needed reliable level measurement in their wastewater pump lift stations, they turned to Flowline. Dairy farms produce large volumes of waste with high levels of organic and solid material, which can damage the environment. The proper collection, treatment, testing and disposal of waste streams are critical to dairy operations, and key to avoiding substantial EPA polluter fines. The process begins with waste collection in sumps that fill and transfer the waste into treatment. As garbage receptacles, sumps are challenging environments that contain anything from feces to food, dirt to hair, foam to vapor or chemicals to debris. For this reason, Flowline suggested the use of pulse radar sensors which are unaffected by such process conditions. The result is reliable waste sump level measurement. Here, an EchoPulse radar level transmitter is bracket mounted and suspended over the top of the lift station. The IP68 sensor was easily configured using its remote push button display module, and the 4-20 mA signal is connected to the PLC for pump control. |
LR20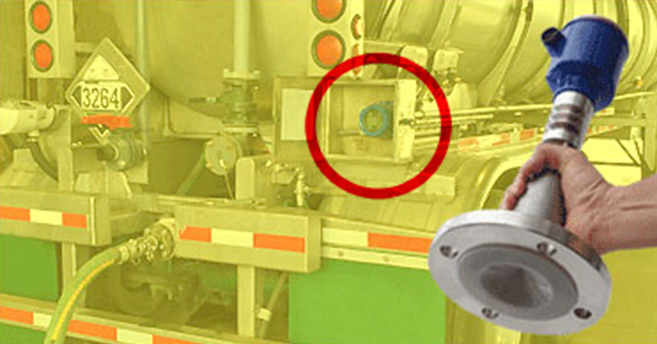
Quick ViewView Full Details |
When a North American
bulk liquid transportation company needed reliable level measurement of their
tanker trailers, they turned to Flowline. With a range of services from
chemical delivery to pick up and remediation, they have diverse applications
and requirements. This particular tanker is Teflon® lined and used to pick up
acid waste including hydrochloric and nitric, which are highly corrosive,
vaporous and foaming when agitated. The company has successfully deployed
Flowline ultrasonic sensors in other applications, but not here, due to the
presence of vapor and foam. For this reason, Flowline suggested the use of our
pulse radar sensors which are unaffected by such conditions. The result is
reliable acid waste level measurement. Here, an EchoPulse
radar level transmitter is flange mounted on top of the tanker trailer. The
rugged PTFE antenna shield protects the sensor for lasting, reliable service
with corrosive media. The 4-20 mA signal is connected to the tank level
indicator, where the operator monitors it throughout the day. |
LR30
Quick ViewView Full Details |
When Bio-Pappel, a New Mexico paper and packaging manufacturer needed a reliable level measurement solution for their foaming wastewater processes, they turned to Flowline. At the time, Bio-Pappel had tried just about every level sensing technology with disappointing results. Contact sensors such as pressure and floats, were affected by the material build-up associated with glue, resin and paper particulate, or corrosion attack from bleach. The thick surface foam also affected non-contact ultrasonic sensors, and a stand-pipe installation was not possible due to the material build-up. For these reasons, Flowline suggested the use of non-contact pulse radar which is unaffected by most process variables including surface foam. Here, an EchoPulse
pulse radar level transmitter is bracket mounted to the sidewall of their
foaming wastewater basin. The rugged IP68 sensor was easily configured by its
push button display module (not shown) and the 4-20 mA signal is connected to
their PLC. |
LU28/LU29/LR15
Quick ViewView Full Details |
When
a North American industrial laundry company needed reliable level measurement
in their water bulk storage tanks, they turned to Flowline. Industrial
launderers clean large quantities of fabrics such as linens, tablecloths and
uniforms for their customers under service contract. Water and wastewater
treatment represents up to 50% of their total operating costs, making water
efficiency and conservation critical to their success. At this Minnesota
laundry facility, the tunnel washing process is fed by hot and cold water
contained in metal bulk storage tanks. Water, first passes through the boiler
where it’s heated up to 160° F before entering the hot water storage
tanks.There, steam continuously rises off the water surface, resulting in
heavy, dripping condensation throughout the tank. For this reason, Flowline
suggested the use of non-contact pulse radar sensors (that are unaffected by
steam and condensation) in the hot water tanks, and ultrasonic sensors (that
are more cost effective) in the ambient cold water tanks. The result is
reliable and cost effective level measurement. Here, an EchoPulse 26 GHz pulse
radar level transmitter (top) and EchoSonic ultrasonic level transmitter
(bottom) are installed over the hot and cold water storage tanks in adjustable
side mount brackets. The two-wire, 4-20 mA signal outputs are connected to the
PLC for inventory monitoring and alarms. |
LR25
Quick ViewView Full Details |
When
this Southeast power plant needed reliable level measurement in their lime
slurry mix tanks, they turned to Flowline. Lime is widely used to remove acidic
gas pollutants such as sulfur dioxide from the flue exhaust streams of
coal-fired electric power plants. Exhaust enters the flue from the bottom of
the tower and flows upward through a dense shower of lime slurry. There, sulfur
dioxide is absorbed by the lime and precipitated as wet calcium sulfite, which
is often converted to gypsum and sold as a safe by-product. To begin, lime
powder and water drops into the tank, raising the level from 1? to 6?, filling
the remaining air gap space with suspended dust powder. Then, the mixer turns
on creating heavy agitation while the slurry is blended. Finally, the mixer
turns off, the slurry is vacuum pumped out and the process starts over. Due to
the presence of powder, agitation and vacuum, Flowline suggested the use of
pulse radar sensors which are unaffected by such process variables. The result
is reliable lime slurry level measurement. Here, an EchoPulse 6.3 GHz pulse
radar level transmitter is installed on the lime slurry mix tank. The two-wire,
4-20 mA signal output is connected to the PLC for control. |
LR15
Quick ViewView Full Details |
When
Colgate needed a reliable way to measure their soap bulk storage tanks, they
turned to Flowline. The company washes their production equipment between
manufacturing runs, and the ready supply of cleaning and disinfectant agents is
critical to their process. Soap has been a level measurement challenge for Colgate,
due to its extreme tendency to coagulate and foam. Contact level devices such
as float, capacitance or pressure sensors, fail over time due to clogging
material build up. Non-contact ultrasonic sensors fail when the soap is
agitated and foams (absorbing the acoustic signal), which can occur during the
tank filling or emptying process. For these reasons, Flowline suggested the use
of non-contact pulse radar sensors, whose RF signal is unaffected by most
surface foam conditions. The result is reliable liquid soap level measurement.
Here, an EchoPulse 26 GHz pulse radar level transmitter is mounted on the top
of each soap storage tank. The two-wire, 4-20 mA signal output is connected to
the PLC for inventory monitoring and alarms. |

