
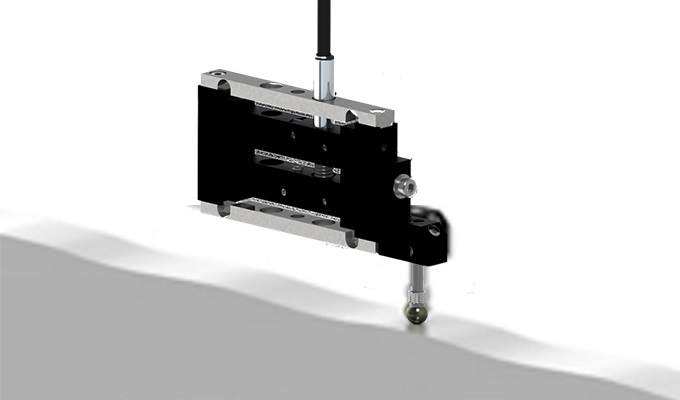
Flatness Measurement Testing
APPLICATION: R&D Engineer had a need to conduct flatness measurement checking and parallelism on granite table block side against the moving stage, usage similar to random check in machine setup.
SOLUTION: Our proposal of using Orbit 3 Digital Block Gauge, stroke 2mm, spring push with Tool Holder, Tip Carrier, Probe Tip – T/C ball diameter 6.35mm, Orbit 3 Network Connector and USBIM MK2 Pack(Orbit 3 support pack for windows, network Terminator, Earthing, mounting bracket and T-connector) to provide an accurate measurement of 10µm. |
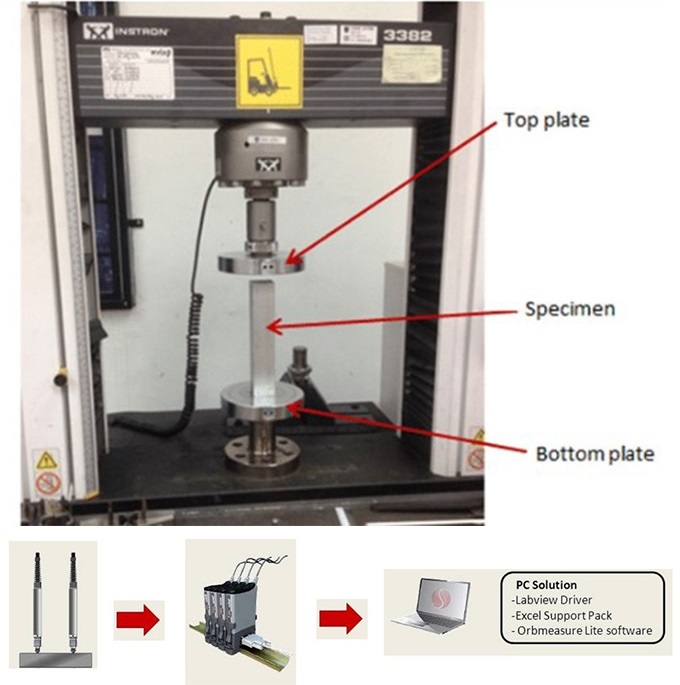
Compression Measuring in Universal Testing Machine
APPLICATION: Our customer has installed displacement sensor in Universal Testing Machine (UTM), but the researcher is not convinced by the accuracy. After our discussion with the researcher, we proposed to mount a LVDT facing the top of the Top Plate while the UTM is in operation, through a flexible arm holder.
SOLUTION: Our proposal of using LVDT provides accurate measurement of 0.06% on the actual reading and also provide high sampling rate when connected to Orbit3 Software via PC. |
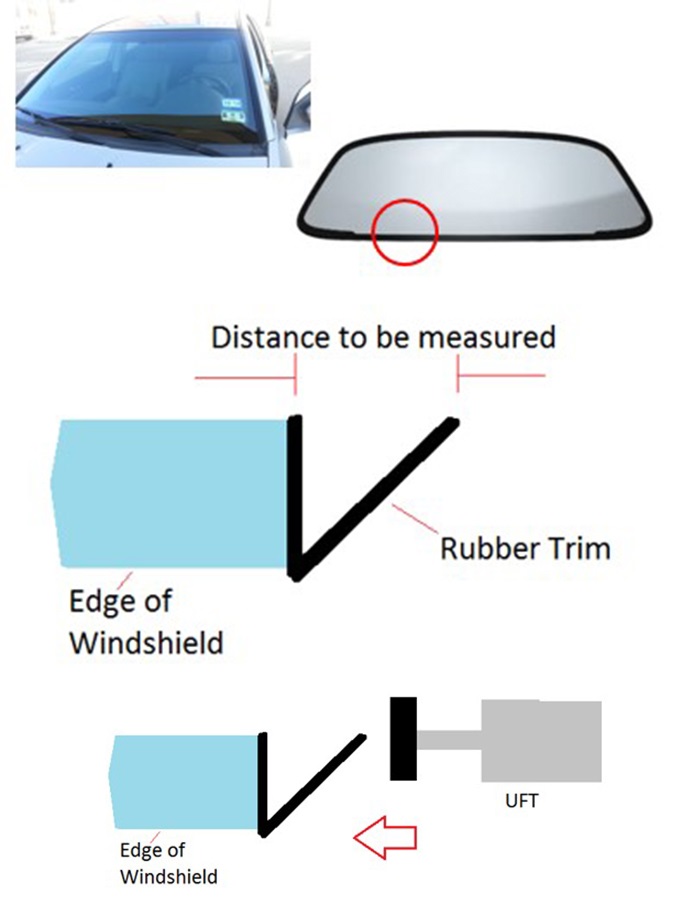
Height of Rubber Trim of The Windshield
APPLICATION: There are some specification for the height of rubber trim of the windshield. The application is critical as rubber trim is used to prevent water ingression. Tolerance needed was +-0.1mm. While rubber trim is a soft material, thus Ultra Feather Touch (UFT) Probe with 3 grams contact force was used in this application.
SOLUTION: Flat disc probe tip was used in this application to catch the end of rubber and low contact force from UFT probe ensured the rubber would not be pressed in. |
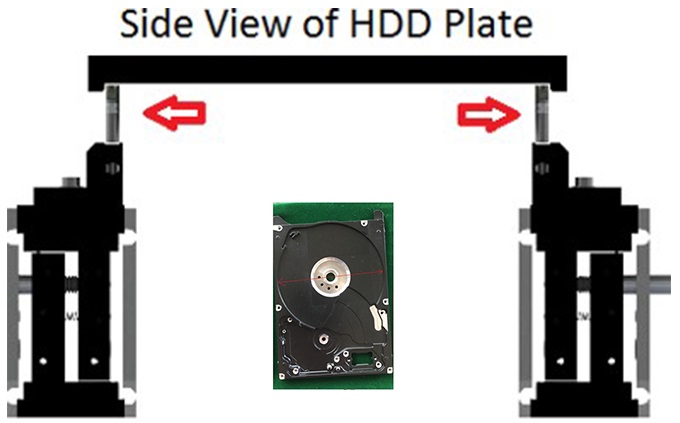
Measure The Internal Diameter of The Hard Disc Drive Plate
APPLICATION: The dimension of the hard disc drive plate is very important for the assembly. There was a requirement to measure the internal diameter of the hard disc drive plate. The tolerance needed was +-10 micron and height of ridge is only 2mm.
SOLUTION: 2 units of parallel flexures DU/2/S with flat disc probe tip will be the solution. Flat disc probe tip touched the side wall of the HDD plate, and no side load issue was found in this application. |
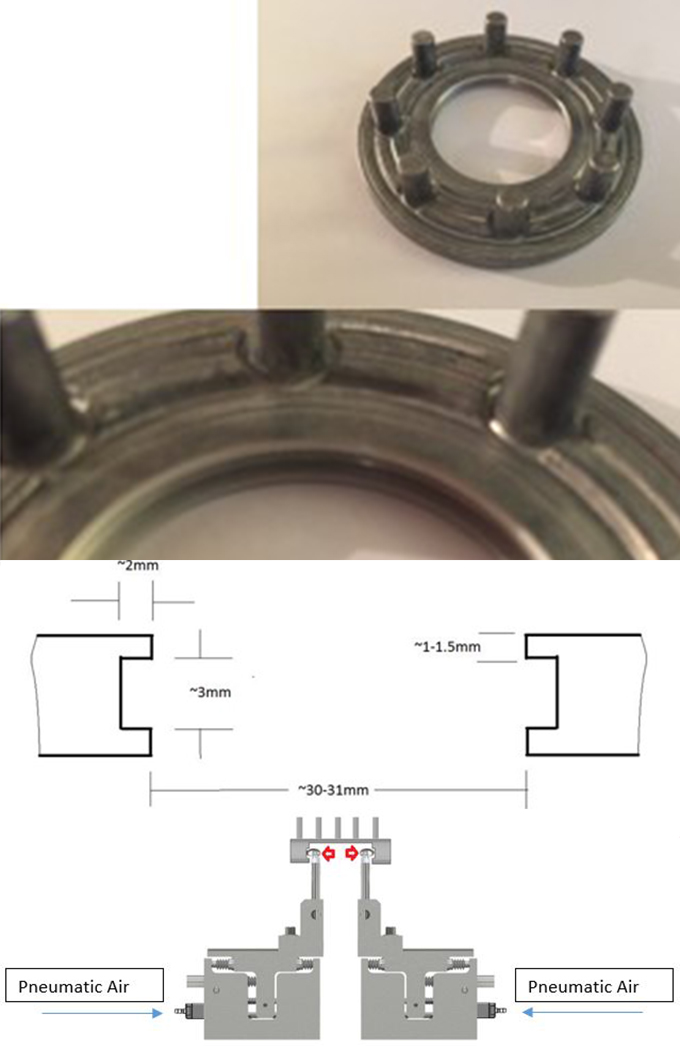
Measure The Internal Diameter of Compressor Component
APPLICATION: There was a requirement to measure the internal diameter of compressor component. The challenge was the inner ridge of the internal diameter. The tolerance of the internal diameter was 20 micron, thus how to measure the internal diameter accurately?
SOLUTION: Block gauges DK/2/P with customized right angle tips were used in this application. The components were put on the fixture ring, subsequently pneumatic air was pumped into DK/2/P to move the strokes for measurement. The block gages were used to compare the dimension of master component and sample components, thus the measuring value can be sent to controller for subsequent actions. |
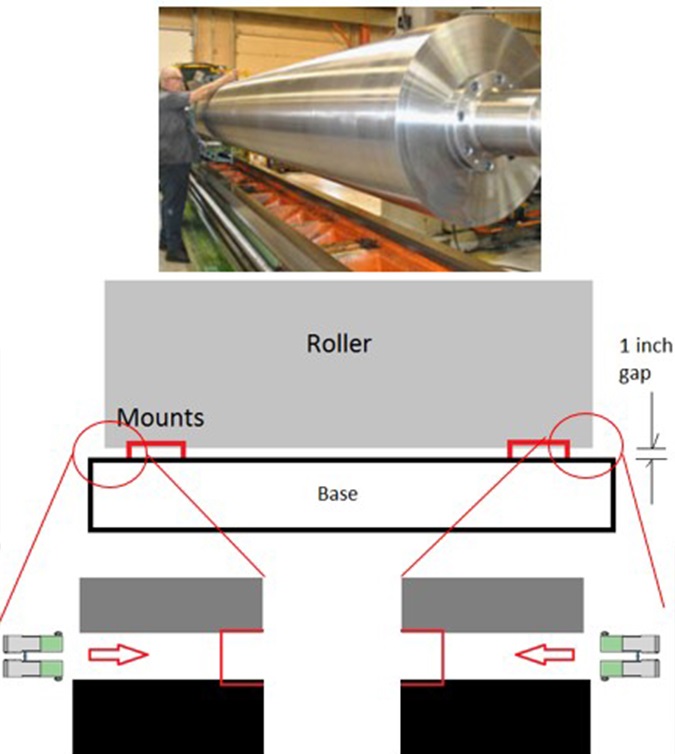
Check The Distance (Gap) Between The Roller and Base
APPLICATION: There was an application to check the distance (gap) between the roller and base to ensure the correct levelling. The gap was 1 inch only, thus it was not suitable if to use the normal pencil probe.
SOLUTION: Mini probes DM/0.5/S were used in this application. The distance between the probe tips were calibrated to 1 inch length, and then inserted into the gap for measurement. Fine tuning to correct the levelling of roller afterward. |
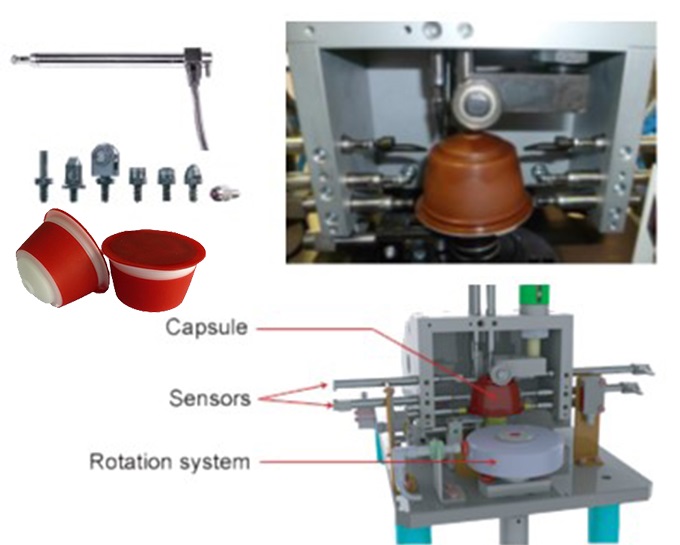
Measure The Dimension of Coffee Capsules
APPLICATION: There was a time to measure the dimension of Coffee Capsules. Few points to be measured and the material of Capsules are thin plastic.
SOLUTION: Feather touch LVDT probes with light contact tip force were used in this application. Different probe tips were used depending on the exterior surface of capsules. The capsule was rotated so that different points of exterior surface could be measured. Light contact tip force from feather touch probe meant it will not cause the deformation of plastic capsules. The LVDT probes were connected to communication protocol gateway, thus all the readings were sent to PC/PLC for automation controlling. |
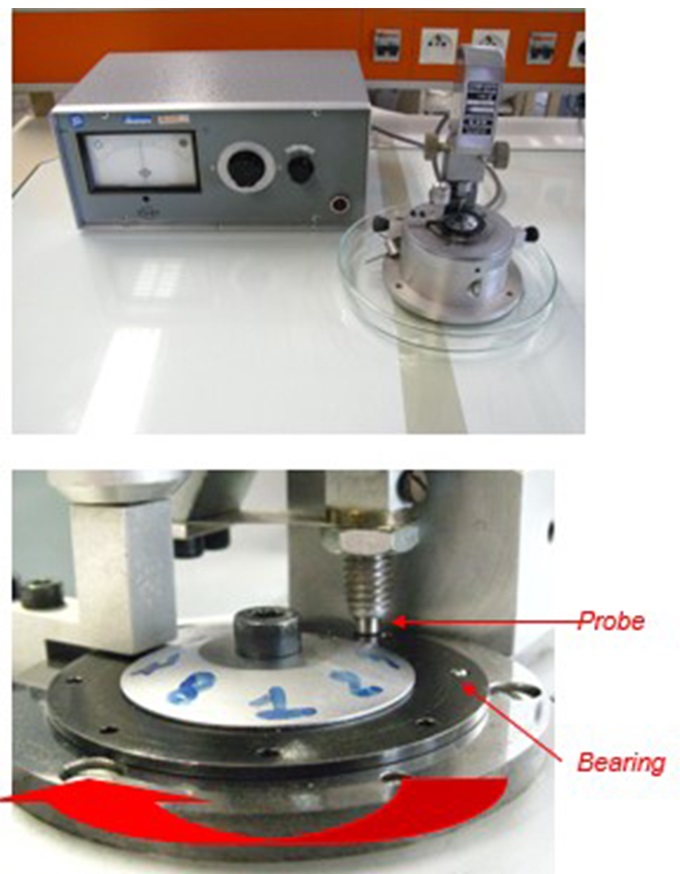
Checking Dimension of Bearing
APPLICATION: Along the time, the dimension of bearing is an important criteria to be checked, for the shaft-bearing assembly. Solartron probes did an excellent job in the checking of bearing, due to the high accuracy and repeatability.
SOLUTION: The tiny bearings were loaded into rotating piece of system, and Solartron probe was used to check the height of the bearings. Pneumatic type LVDT probe was used in this application, to avoid the repeatability issue of probe holder/cylinder. |
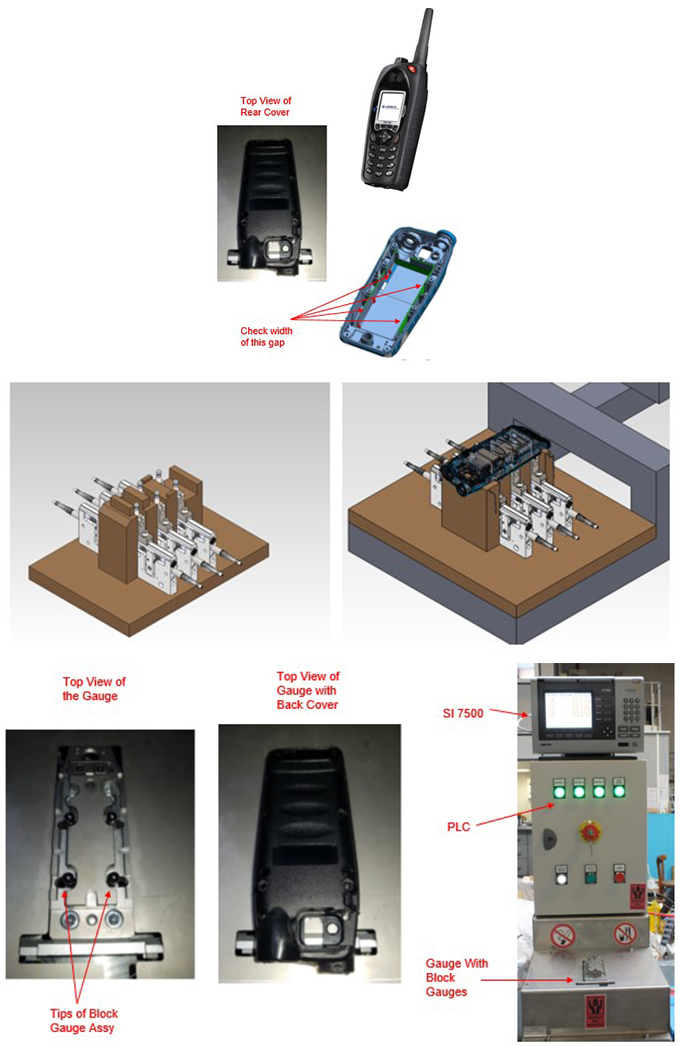
Measure The Dimension of Rear Cover of Tactics Communication Tool
APPLICATION: There was a time to measure the dimension of rear cover of Tactics Communication Tool. Few points to be measured for this application.
SOLUTION: Block gauges were used in this application to check the internal width of rear cover. The block gauges were connected to PLC and SI7500 for value readout and automation. Put the master part and zero-ing the measuring value of block gages. Subsequently put the sample parts and SI7500 performed the algorithm of (A+B) to find out the differences between master part and sample parts. A is the measured value of left hand side block gauge and B is the measured value of right hand side block gauge on the same row. |
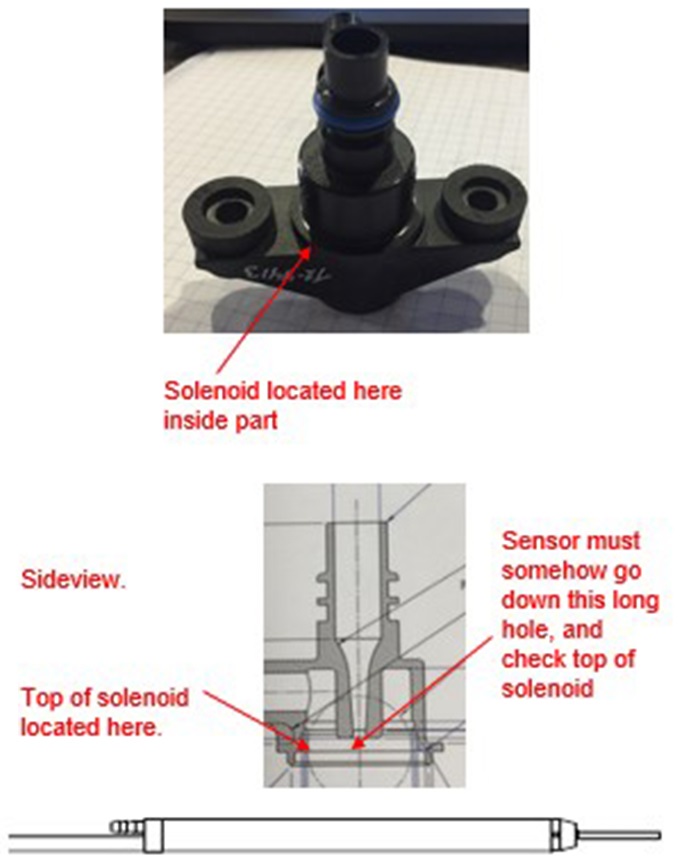
Checking Movement of Canister Purge Solenoid
APPLICATION: Solartron probe, the high precision and accuracy LVDT probe, did an excellent job in the checking of movement of canister purge solenoid, the component that regulates the emissions of the vehicle. The solenoid must be moved by 2mm and this movement had to be detected by sensor. The sensor must be extended into the thin and long hole to touch the top of solenoid and measure the movement. The diameter of the hole was around 2.8mm.
SOLUTION: Ultra Feather Touch (UFT) probe with no tip was customized in this application. The light contact force of UFT probe made sure there was no movement of solenoid caused by sensor. Zero-ing on UFT probe when first contact with the top of solenoid, movement stopped when the measured value of UFT probe reached 2mm. |