Measurement and automation technology
|
Automatically running processes must also be controlled whether the required target movement has actually been achieved. Their monitoring is often more complex the faster and more precisely the production runs. Measurement technology is a crucial factor for the safety and quality of the products. Sensors for all measurement principles are used for this in numerous applications. They range from the simple OEM standard sensor to the completely new type of measuring systems for in-line inspection.
|
Sheet edge measurement prior to laser welding
The company „Paul von der Bank“ in Hilden (Germany) develops and manufactures modular-designed robotic welding cells and fully automatic production and processing lines. To ensure high production quality of longitudinally welded pipes, the following factors must be considered: Besides sheet edge length, the exact edge position must be known, it must be guaranteed that sheet edges are aligned perfectly to each other.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Bore hole depth
It is essential to measure in bore holes for some applications. In doing so, the depth or the wall structure of a bore hole can usually be measured. Only confocal axial or radial miniature sensors with 4 mm external diameter are suitable for this. Triangulation sensors would not provide any measurement results due to the shadowing of the laser in bore holes. The target material is not important for confocal sensors.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Inspection of sockets
There are many uses of sockets in the automotive area. The dimensionCONTROL system is used for the quality inspection of these parts. An optical micrometer at the machine entry checks the size of the sockets. Using different image processing systems, both front faces and the shoulder face are tested for breakouts, fissures etc.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Thickness measurement of mineral cotton
Mineral cotton is often used for heating insulation of buildings. However, as well as the homogenous material structure, thickness is also a critical factor in ensuring the right insulation characteristics. In the production two optoNCDT 1700 laser sensors with an integrated controller and air purge system for protecting the optics are therefore required for quality control.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Processing measurement data for thickness measurements
One method of measuring thickness is to calculate values from two opposing distance sensors. With up to six inputs, the CSP2008 universal controller allows synchronous recording of measured values from optical sensors: A pair of sensors is connected directly to the controller, another pair is connected via the EtherCAT fieldbus coupler and an integrated extension terminal. Two analog sensors measure the width of the material. These sensors are connected via a dual-channel analog input terminal. After the sensors have recorded their values, the CSP2008 calculates material thickness and width. Three switching inputs are used to set masters as per a calibration standard.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Digital 3D measurement of complex parts and shapes
Mabotic devepols and manufactures various designs of digital scanning units. scanCONTROL laser scanner are often used for digitization of parts. The scanner projects a laser line onto the object being measured and records the profile of the line. When the scanner is mounted on a linear axis and the scanner traverses over the measurement target, a 3D image of the target can be generated.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Dimension inspection of cylindrical objects
The CD Express measuring instrument developed by a British company measures circumference, diameter and ovality of cylindrically shaped objects. The measuring objects are inserted in the measuring device and the measurement starts automatically. An optical micrometer from the optoCONTROL 2500 series operates in the measuring device. The software has been customised for this application so that the optoCONTROL now takes over the complete control of the measuring device.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color detection of kitchen fronts
Kitchens are available in many different colors. In order to guarantee that the customer receives the desired color, the colorSENSOR OT-3-MA-30-16 inspects the color of the kitchen fronts in the painting plant.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color measurement of liquid paint
Measuring the color of liquid paint is extremely complex. To date, paints have been typically applied on a test area first and then measured only after the drying process in order to achieve reliable measurement results. If the measurement results reveal that the paints are faulty, the paint containers must be mixed again or even disposed of which partly involves long waiting times until a new measurement process can be started. In order to accelerate this process, MicroEpsilon has developed a system that enables the measurement of liquid paint during the production process.
This application therefore includes the colorCONTROL ACS7000 color spectrometer for color measurements and the optoNCDT 142050 laser triangulation sensor for distance measurements. The latter is ideally suited to this application due to its compact size and excellent performance. A linear unit offers automatic readjustments.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color measurement of LED panels (RGB)
When RGB LED panels are produced, the challenge is to create a uniform, completely homogenous surface. Therefore, a diffuser layer is used, which enables a regular scattering of the otherwise point-shaped LED light. In order to avoid defects in the material and during production, the inline colorCONTROL ACS7000 color measurement system is used with the ACS3-TR receiver unit. Errors can therefore be recognized during the production process itself rather than the previous method of manual final inspection, which is no longer necessary.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Yarn thickness
A consistent yarn thickness is a prerequisite in the textile industry for high quality products. Therefore, the naturally occurring yarn thickness fluctuations must be eliminated. The yarn is drawn to a constant thickness using a stretching tool. The measured data for controlling the stretching tool are provided by an eddy current sensor which indirectly measures the thickness. The thickness is transmitted to the eddy current sensor using sensing rollers. After the stretching, the result of the processing operation is also checked by an eddy current sensor.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Measurement of large geometries with precision machines
Measuring complex part geometries is a task for the scanCONTROL laser scanner. Laser scanners are used in the precision machines of EHR in order to perform a component inspection at high resolution and without contact. The special feature is that using a scanner, not only is an inspection possible from the outside but also from the inside.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Overhead conveyor distance
Overhead conveyors which move automatically through the production process on a rail are used for the transportation of many components. A certain minimum distance is required so that components do not collide with each other during the transport. The optoNCDT ILR sensors have the task of maintaining this minimum distance. Attached to each overhead conveyor, they measure the distance to the next one. These sensors measure using the “Time-of-Flight” principle which is ideal for such types of application.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Optical sensors in side trimming systems of saw mills
The tree trunk cut into planks in saw mills still shows the wane of the original tree on the edges. In order to achieve an optimum cutting width and thus a maximum yield here, laser triangulation sensors are installed every 30 to 50 cm which measure the transverse section of the plank in the flow path. The maximum width of the plank is calculated using special software.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
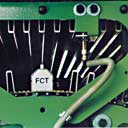
Measurement system for the flat setting on carding machines
The setting of the distance between the drum and the flat is crucial for carding quality of fiber, e.g. wool. Investigations have shown that manual gap settings with the gage to the left and right on the carding machine are not equal and that with the machine at standstill slight deviations from the operating conditions arise. The remedy is provided by a measuring flat rod (FCT) with two or three capacitive sensors which is exchanged for a flat rod. The sensors measure the distance to the drum via the drum width. The other distance signals are passed to the PC. The fully automatic measurement sequence eliminates erroneous settings and shortens the setup time. The inspection and documentation of the results facilitates practical quality assurance.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Active compensation for movements in the measurement process
Harsh industrial environments place high demands on optical displacement sensors – precise measurements must still take place despite dust and high processing speeds. The optoNCDT 1700 and optoNCDT 2300 series of laser sensors have been mastering these challenges for many years. However, if motion disturbances (e.g. belt movements, radial movements of pulleys, and base body vibrations) occur that are greater than the object being measured, the measurement process may be impeded or made impossible. Examples include folds in a belt.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Coordinate measurement machine
Coordinate measurement machines are used for measuring many different components. Different scanners and measuring equipment measure the surface of the component in three dimensions. Laser line scanners from the scanCONTROL 2800 and 2700 series are ideally suited for this purpose. They measure the actual surface of the component without contact and with micrometre precision according to the triangulation principle.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Bearing shell surface
Sliding bearings are used in combustion engines for the crankshaft and camshaft. The bearing shells are often composed of three layers whereby the inner layer is only metalized or sputtered. If there are residues on the bearing shell, the inner layer has too little purchase and flakes off. The system from Micro-Epsilon checks all bearing shells at the end of the production for a faultless condition of the surface. A BV camera records an image of each shell which is evaluated afterwards completely automatically. If necessary, the system also takes over the selection afterwards depending on the measurement result.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Thickness measurement using displacement sensors
Thickness measurement using displacement sensors is a wide application area. Basically there are distinctions between non-destructive/destructive, non-contact/with contact and one-side/two-sided thickness measurement. The Micro-Epsilon measuring techniques for thickness measurement are all emission-free whereby no emissions regulations of any kind have to be complied with. Thickness measurements must be performed both with contacting as well as with non-contact sensors whereby non-contact measuring techniques show advantages as regards accuracy and measuring speed. There is also a distinction between one-sided and two-sided thickness measurement. Two-sided thickness measurements are carried out with at least one pair of sensors which are installed together on one axis. This pair of sensors measures the target synchronously. The difference between the measurement results (C-A-B) produces the thickness of the measuring object. One-sided thickness measurements must only be performed with non-contact sensors. In doing so, the target is only measured with one sensor and either only a part of the target thickness (e.g. layer thickness) or the complete measuring object thickness is measured. Thickness measurements are mainly used in process control and quality assurance, e.g. for the control of extrusion systems or 100% checking of tube diameters.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Measuring of the haptic contact temperature
Contact or touch temperature is an important parameter in the tactile quality of a surface. The feeling of the temperature that a material causes can be determined by using a measuring system. If this parameter is known, an objective feeling of quality can be made. The measurement results are shown on a sensotact-scale – a tactile reference system. A physical basis for these values is created by measuring the temperature of the surface shim. Afterwards a step-less measuring analog of the reference scale is possible. In the measuring system, temperature sensors of the thermoMETER CSmicro series are used.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Measurement of the zinc strip color in the production plant
In the production of high-quality material strips and boards made out of titanium zinc, the surfaces receive specific treatment. Therefore, the coloring of the zinc products is already determined during the production process.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Automated board measurements in wood production
Electronic Wood Systems GmbH (EWS) has launched the "dimension scan"a new approach to the automated measurement of finished boards. The market leader in measurement systems for the wood processing industry, based in the German town of Hamelin, EWS developed this innovative solution for the inline quality control of chipboards, MDF and HDF boards.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Automatic positioning of synchronizer discs
Synchronizer discs are used as a synchronizer package in automatic transmissions. Behr Systems in Germany created a handling and processing plant for deburring the front side of the synchronizer discs using a laser. An essential part of this plant is the measurement technology, which guarantees the precise positioning of the synchronizer discs under the deburring laser.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Automatic test station for heat exchangers
Heat exchangers in plant and machinery serve as heat transfer mechanisms between different material flows. To maximise the heat-emitting area, they are designed using multiple plates. Respectively one connecting flange for the material-conveying cables is welded or soldered onto the last plate. The position and the flatness of the flanges have to fulfil highest requirements so that these can be connected at the desired point.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Fluid level measurement of aluminum pig irons
A German manufacturer of prestressed concrete products uses a number of 3D measurement systems by InSystems Automation with optical sensors made by Micro-Epsilon for quality control of railway sleepers. The systems include a portal station that is fitted to a forming station above the conveyor technology. Two scanCONTROL LLT2800-100 laser profile sensors travel along the portal axes and scan the sleepers from above.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Vibration test of wet razor
Modern wet razors provide the function of supporting the shave using vibration. A functional test is performed at the end of production for these models. The razor is switched on and placed in the light band of the optoCONTROL optical micrometer. The laser micrometer measures the vibration amplitude and the frequency.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Calibrating robot axes
Industrial robots have become indispensable in modern production facilities due to their reliability and speed. During set up and also at regular intervals within the scope of quality assurance, the robot axes must be adjusted. Here, electronic adjustment probes have long substituted mechanical probes. The measurement probes mounted on the robot axes and acquire the zero point during the axis rotation using a probe tip. The integral electronics evaluate the probe signal and supplies a switching signal to the robot controller.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Dimensional accuracy of sectional doors
With sectional doors for parquet or laminate flooring, key and slot joints for individual sections are applied. However, these sections are opened and closed frequently. To enable a robust but permanent flexible key and slot joint, specified dimensions are critical and must be adhered to. This is particularly important in the case of significant temperature differences or inaccurate dimensions, where the door could be locked or positioned incorrectly. The measurement of the key and slot joint is therefore critical in ensuring the correct manufacturing dimensions.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Welded sheets on gas valves
For automatic welding processes, the quality of the weld is often dependent on how precisely the welding head is positioned for the seam place. If the positioning is checked by a measurement system before the welding, unnecessary rejection can be prevented right from the start. The elster company uses the scanCONTROL 2810 profile sensor for this. The position of the scanner to the valve is initially measured eight times before the welding process. The laser welding head is positioned to the seam based on these data.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Measurement of pre-stressed steel
An inspection system for incoming goods inspection has been developed for a manufacturer of pre-stressed concrete, which detects the profile depth of delivered batches and continuously records this information to a database.
Sensor technology applied
|
|
|
|
|
Conveying technology
|
Time and safety play a large part for the conveyance of persons and products. Every transport requires minimum time with maximum safety. It is practically self-evident that many movements must be monitored and controlled thereby. Position sensors from Micro-Epsilon are already in use in many different systems in order to ensure a controlled sequence of the movement there.
|
Lift platform - automotive
Short cycle times for the assembly are extremely important in automobile production. In order to design the optimum ergonomics for the worker, the vehicles are transported along the production line on ...
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Lift platform – lift height
Side supports against tipping over are installed for lift trucks and lift work platforms. The crane or the platform can only be put into operation when the supports are completely extended so that there ...
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Lift height for two-column lifts
There is no connection between the columns for modern two-column lifts. Nevertheless, the lift height must be changed synchronously. Draw-wire sensors are being used more and more often for the reliable ...
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Crane support distance
A truck-mounted crane is frequently the better solution in many cases where loads have to be lifted. As a mobile solution, safety also plays an important role here. Therefore a load torque limiter controls ...
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Paintwork defects
The exterior appearance is an important factor for many surfaces. The reflectCONTROL inspection system is suitable for automatic defect inspection of reflecting surfaces. This system measures the quality ...
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Rack control unit - lift height
The frequently used automatic rack control units make modern warehousing much easier. These units must automatically travel long distances and position the products with millimetre precision at the end. ...
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Forklift lifting height
A large part of internal transportation is performed by forklifts. The risk of tipping the forklift when products are lifted is high. Therefore, the permitted speed has been restricted with limit switches. ...
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Synchronized lifting system lift height
Mobile lifting jacks are being used more and more often for commercial and railed vehicles. The lifting jacks for commercial vehicles are often designed as column lifts. In contrast, railed vehicles are ...
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Precision synchronized lifting system
Synchronized lifting systems enable the raising and lowering of heavy loads controlled for distance and force or the controlled forward feed of large components. To achieve this, eight or more cylinders ...
Sensor technology applied
|
|
|
|
|
Aerospace, aviation and aeronautics
|
The applications in aviation and aeronautics range from the development of individual components to the use in the aircraft or rocket. The high reliability and high quality combined with many innovations in the sector make diverse uses of the sensors possible. The applications range from traditional uses to completely new approaches for individual measurement principles.
|
Load tests on airplane wings
In order to optimize the behavior of wings during a flight, the wings are already subjected to vibration tests during the construction. 120 wireSENSOR draw-wire sensors are connected to the wing and synchronized. In this way, any change of the wing form in the vertical direction can be tracked.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Lift height of a catering vehicle
Catering vehicles play an important role in passenger air traffic. They are responsible for there being enough foodstuffs on board. It is especially difficult with the Airbus A380 to reach the loading hatch with the vehicle. Therefore, the load area of the scissor platform is also maneuverable. Draw-wire sensors are perfectly suitable for measuring this displacement.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Thickness measurement using displacement sensors
Thickness measurement using displacement sensors is a wide application area. Basically there are distinctions between non-destructive/destructive, non-contact/with contact and one-side/two-sided thickness measurement. The Micro-Epsilon measuring techniques for thickness measurement are all emission-free whereby no emissions regulations of any kind have to be complied with. Thickness measurements must be performed both with contacting as well as with non-contact sensors whereby non-contact measuring techniques show advantages as regards accuracy and measuring speed. There is also a distinction between one-sided and two-sided thickness measurement. Two-sided thickness measurements are carried out with at least one pair of sensors which are installed together on one axis. This pair of sensors measures the target synchronously. The difference between the measurement results (C-A-B) produces the thickness of the measuring object. One-sided thickness measurements must only be performed with non-contact sensors. In doing so, the target is only measured with one sensor and either only a part of the target thickness (e.g. layer thickness) or the complete measuring object thickness is measured. Thickness measurements are mainly used in process control and quality assurance, e.g. for the control of extrusion systems or 100% checking of tube diameters.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Release of satellites into space
In order to be able to launch a satellite from the Areane rocket unobstructed into space, the nose cone section, together with the side shield, have to be separated from the main rocket immediately before the release of the satellite. Simultaneous and controlled activation of a series of preloaded springs, provide the propulsion force for the separation of the nose cone and side shield. It is of vital importance that the section separates itself in an absloute linear motion from the main rocket, with-out any non-linear tumbling movement that could cause damage to the satellite. The separation movement is controlled by 3 Draw-wire sensors mounted on the booster rocket.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Release of satellites into space
If satellites are put into the Earth’s orbit, it is necessary to separate the cone of the rocket from the satellites of the rocket itself. After unlatching the retainer for the nosecones, spring assemblies provide the necessary thrust to put the satellite carriers at the necessary distance. As this movement must be completely linear, the separation maneuvere is monitored by draw-wire sensors from Micro-Epsilon. Several sensors are attached to the rocket. The tip of the wire is connected to the cone of the rocket. A predetermined breaking point in the wire separates both flying objects from each other when the measuring range has been exhausted. The remaining wire is retracted by the spring effect of the winch drum so that it cannot get entangled anywhere. The sensors based on the WDS-500-MP were specially modified for this application. A spectacular use of Micro-Epsilon sensors in space.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Reflector tilting for satellites
Satellites communicate with one another using laser beams. For this communication, the transmitter must be very precisely aligned with the receiver. The laser beam is stabilized using a deflection mirror. The position values are recorded with miniature eddy current sensors from Micro-Epsilon which achieve a resolution of better than one microrad. These sensors are also used in positioning tasks such as for laser tracking or lithography.
Sensor technology applied
|
|
|
|
|
 |
Application consulting for sensors and systems
|
|
Dimensions usually designate the significant linear dimensions of an object. Dimensions can be measured in different ways. Under certain circumstances, one sensor can measure the complete dimensions for small objects. Image processing systems, laser profile sensors and ThruBeam micrometers are particularly capable of detecting complete dimensions. For larger measuring objects, the measurement can be performed using sensors which move along one edge of the target and thus measure the object dimensions. One alternative to this is that the dimension is measured with a static sensor and moving measuring objects as is typically the case for assembly lines.
|
|
__________________________________________________________________________________________________________ |

Thickness measurement using displacement sensors is a wide application area. Basically there are distinctions between non-destructive/destructive, non-contact/with contact and one-side/two-sided thickness measurement. The Micro-Epsilon measuring techniques for thickness measurement are all emission-free whereby no emissions regulations of any kind have to be complied with.
Thickness measurements must be performed both with contacting as well as with non-contact sensors whereby non-contact measuring techniques show advantages with regard to accuracy and measuring speed.
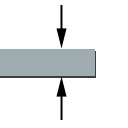
There is also a distinction between one-sided and two-sided thickness measurement. Two-sided thickness measurements are carried out with at least one pair of sensors which are installed together on one axis. This pair of sensors measures the target synchronously. The difference between the measurement results (C-A-B) produces the thickness of the measuring object.
One-sided thickness measurements must only be performed with non-contact sensors. In doing so, the target is only measured with one sensor and either only a part of the target thickness (e.g. layer thickness) or the complete measuring object thickness is measured. Thickness measurements are mainly used in process control and quality assurance, e.g. for the control of extrusion systems or 100% checking of tube diameters.
|
|
__________________________________________________________________________________________________________ |
|
When parts are rotating, their speed can always be measured. Speed sensors which are directly attached to the shaft are usually suitable for this. If this is not possible, other measuring principles must be used where, e.g. the rotating part is measured on the front side. In order to reliably measure the speed in this arrangement, defined points per revolution must be measured. Eddy current sensors, capacitive and laser sensors are used for this.
|
|
__________________________________________________________________________________________________________ |
|
If objects are loaded with a weight or moved free-standing over a certain distance, a smaller or larger warping of the object always occurs. Measuring this deflection can be accomplished for larger objects using all possible distance sensors. On the other hand, if the deflection of a small slab should be measured, high precision measuring systems like those developed by Micro-Epsilon are necessary for this. Deflections from the metre range down to trillionths of a metre can be measured at Micro-Epsilon.
|
|
__________________________________________________________________________________________________________ |
|
The diameter of an object can be established in different ways. If the center of the object is known, a single sensor is sufficient for the measurement whose result is evaluated with the position of the center point or the axis. If the position of the center point is not known, the diameter is measured directly using two sensors. The distance information here is also evaluated together. In particular cases, if the opaqueness of the object allows this, the determination of the diameter can also be made directly using a confocal sensor.
|
|
__________________________________________________________________________________________________________ |
|
Every visible body emits light, which is why color can be used to evaluate objects in automation technology. Sensors sort products by color, inspect incoming goods, detect color and print marks, control LED intensity and color, and much more.
|
|
__________________________________________________________________________________________________________ |
|
Filling levels can be measured directly or indirectly in many ways using displacement sensors. The confocal principle is usually applied for liquids in doing so. The filling level measurement for solids is comparable with a distance measurement. Micro-Epsilon makes many different options possible due to the extensive range of different sensors.
|
|
__________________________________________________________________________________________________________ |
|
Lifting height is a factor which must be measured very frequently. A lifting height measurement is necessary everywhere where automatic lifting processes should make the daily work easier.
The measurement system can be installed subsequently or already considered and integrated during the planning of the system.
|
|
__________________________________________________________________________________________________________ |
|
Different parts must often be positioned or products put in a specified place in production systems or for automatic movements. Thereby, sensors can only transmit the distance information to the controller or perform the complete system regulation with its signals. Welding robots with automatic weld seam guidance are an example of automatic regulation. Different sensors are used depending on which material the part to be positioned is made of.
|
|
__________________________________________________________________________________________________________ |
|
The surface or the surface profile is frequently a decisive factor in quality inspection. Laser scanners from Micro-Epsilon are frequently used for this. If traversing laser point sensors are used, these also measure a profile of the surface. The profile measurement is often used on robots or inspection systems for controlling further processes.
|
|
__________________________________________________________________________________________________________ |
|
The width of an object is often an important aspect for dimension control. The width can in some circumstances be interpreted as thickness and can therefore be resolved using thickness measurement. Different measuring principles come into consideration for the width measurement depending on the size of the object. For large objects such as strip material or packages, the measurement data from two sensors are usually calculated together. Optical methods such as Thru-Beam laser micrometers, laser sensors or eddy current and capacitive sensors are suitable for this. One sensor which measures the object width with one measurement is often sufficient for smaller objects such as individually packaged goods. scanCONTROL split beam sensors or vision4A image processing systems are suitable for this.
|
|
__________________________________________________________________________________________________________ |
|
If two object edges are joined together, a gap always remains. If the gap has to satisfy technical or visual requirements, the course with respect to the size must be checked. If the gap should be measured completely, laser scanners in the scanCONTROL series are ideally suitable for this. Point laser sensors in the optoNCDT group are also used for precise gap measurement over a track.
|
|
__________________________________________________________________________________________________________ |
|
Temperature is a critical factor in many processes and must often be measured. Non-contact infrared measurement is often the better alternative for this as compared with tactile methods. Temperature measurement without this method can no longer be imagined for machine maintenance, process control and quality control. Intelligent handheld units are used for mobile usage. Stationary IR sensors are suitable if the temperature has to be permanently measured at one position.
|
|
__________________________________________________________________________________________________________ |
|
Measuring distance, often also called displacement describes measuring the distance between 2 points. This distance is defined in the measuring technique by the distance of the sensor from the target. Thus, the distance measurement can also be designated as displacement, distance or position measurement. Displacement measurements in geometric measuring technology can be found in almost all application areas. Different criteria are included for the selection of the appropriate sensor for displacement measurements. The frequency of the distance change can be quasi static or high frequency and determines the measuring speed of the sensor. Contacting / non-contact Measurement range (displacement change in mm µm) Accuracy of the respective displacement position.
|
|
|
|
|
 |
Products and applications sorted by industry
|
|
The applications in aviation and aeronautics range from the development of individual components to the use in the aircraft or rocket. The high reliability and high quality combined with many innovations in the sector make diverse uses of the sensors possible. The applications range from traditional uses to completely new approaches for individual measurement principles.
|
|
__________________________________________________________________________________________________________ |
|
Time and safety play a large part for the conveyance of persons and products. Every transport requires minimum time with maximum safety. It is practically self-evident that many movements must be monitored and controlled thereby. Position sensors from Micro-Epsilon are already in use in many different systems in order to ensure a controlled sequence of the movement there.
|
|
__________________________________________________________________________________________________________ |
|
Automatically running processes must also be controlled whether the required target movement has actually been achieved. Their monitoring is often more complex the faster and more precisely the production ...
|
|
__________________________________________________________________________________________________________ |
|
Vehicles must already prove their suitability for later use in the first stages of development. At the same time, not only functionalities but also stabilities, expansions, vibrations and many other things ...
|
|
__________________________________________________________________________________________________________ |
|
Automotive production is automated to a high degree and therefore very closely connected with this field. Measurement technology is included in the machines and the production line in practically every ...
|
|
__________________________________________________________________________________________________________ |
|
Prototypes of new models and finished makes are thoroughly tested in ongoing tests. Vehicles are examined in numerous tests on testers for complete vehicles or for individual components. Many different ...
|
|
__________________________________________________________________________________________________________ |
|
This area means less the construction industry directly but rather the suppliers of the construction companies and also manufacturers of building materials. Modern buildings have high requirements which ...
|
|
__________________________________________________________________________________________________________ |
|
Very many process steps must run precisely and in a defined way in the chemical and pharmaceuticals industries as otherwise batches could be rejected due to strict regulations. Therefore the diverse automatically ...
|
|
__________________________________________________________________________________________________________ |
|
Quality or function monitoring of the individual components plays a leading role for electrical engineering. This concept is particularly the case for inspection during the manufacture of semiconductors. ...
|
|
__________________________________________________________________________________________________________ |
|
Energy technology is currently a more and more important topic. The use of modern sensors makes constant new developments in this field possible. Sensors from Micro-Epsilon are used both during the development ...
|
|
__________________________________________________________________________________________________________ |
|
A high degree of precision is important for precision mechanics and optical components. Therefore, sensors from Micro-Epsilon are frequently used for this area. The positioning of components plays a leading ...
|
|
__________________________________________________________________________________________________________ |
|
Glass and ceramics must always be free of defects for delivery. Systems or sensors from Micro-Epsilon are therefore often used to check the quality of the end product. The thickness, surface, contour and ...
|
|
__________________________________________________________________________________________________________ |
|
Even household appliances require the use of displacement measurement technology. In this context, sensors are frequently used for increasing the ease of use with respect to the efficiency. Displacement ...
|
|
__________________________________________________________________________________________________________ |
|
A particular interest of Micro-Epsilon is the promotion of research in academic institutes and universities. High precision measuring devices are required for research in these institutions; new techniques ...
|
|
__________________________________________________________________________________________________________ |
|
Valves are responsible in hydraulic systems and pneumatics that forces are routed where they are needed. Automatically functioning valves must also be checked for function which can best be achieved using ...
|
|
__________________________________________________________________________________________________________ |
|
The plastics area requires all kinds of measurements. Whether on final products such as motor vehicle tires, during the production of different compounds in the extruder or already previously during the ...
|
|
__________________________________________________________________________________________________________ |
|
Temperature measurement for process monitoring is very frequently used in the foodstuffs industry. The non-contact thermoMETER sensors from Micro-Epsilon are particularly suitable for this. Displacement ...
|
|
__________________________________________________________________________________________________________ |
|
Machine building today is more automated than ever before. Displacement measurement for assurance of the functions is being used more and more. Displacement measurement also plays an important role for ...
|
|
__________________________________________________________________________________________________________ |
|
Sensors from Micro-Epsilon are also used in medical technology. Modern operating techniques are no longer processed only manually; rather operations are supported by robot assistants where measuring technology ...
|
|
__________________________________________________________________________________________________________ |
|
High resistance to harsh ambient conditions is often the priority during the production of various metals. Many sensors can tolerate the high thermal loads with special protective cases and accessories. ...
|
|
__________________________________________________________________________________________________________ |
|
For the metal processing, sensors are used in order to control or to detect the product itself on the one hand, on the other hand to check the movement of the processing machine. In this process, precision ...
|
|
__________________________________________________________________________________________________________ |
|
An important requirement is that the production in paper and printing technology runs without errors. Small deviations from the specified dimensions quickly become apparent during the fast running processes. ...
|
|
__________________________________________________________________________________________________________ |
|
Sensors for displacement measurement are frequently used in both these areas. In doing so, the application area starts as early as the manufacture. For example, sensors from Micro-Epsilon are used for ...
|
|
__________________________________________________________________________________________________________ |
|
There are many applications in the military and armaments area. Current equipment and vehicles usually show a high degree of electronics, automation and thus also sensors. Sensors from Micro-Epsilon are ...
|
|
|
|
|
|