Household appliances
|
Even household appliances require the use of displacement measurement technology. In this context, sensors are frequently used for increasing the ease of use with respect to the efficiency. Displacement and temperature measurement optimizes various processes for the optimization of the efficiency of various appliances. A well-known example is the load detection of washing machines which the metering of the detergent is based on.
|
Load detection in washing machines
With modern washing machines, energy efficiency and environmental protection are becoming increasingly important. In order to achieve optimum results, the load must be measured before the washing starts. This load measurement enables an optimum and maximum load for the machine to be determined, as well as the appropriate dosage of detergent. This reduces operating costs, while also protecting the environment. A direct weight measurement using e.g. load cells is expensive. An indirect measurement of the damper displacement is much more cost effective. Micro-Epsilon offers low cost solutions for displacement measurement in high volume production, namely the magneto-inductive MDS-40-LP-F displacement sensor, which is directly integrated in the damper.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
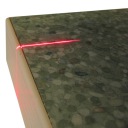
Defect recognition on worktops
Kitchen worktops are now made from a variety of materials, e.g. natural or artificial stone, solid wood and laminate (e.g. HPL). All these materials offer benefits and have special characteristics. However, a defect-free surface finish and perfect edges are critical production factors. The example above is a so-called laminate worktop with a stone decor. As the cutting edge of this top is rough and unclear, it is covered with sidebars. Foreign bodies, uneven distribution of the adhesive or unevenness when closing may produce open joints between the top material and the sidebars. The scanCONTROL 2910-25 laser profile scanner is used to inspect if any open joints are present.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color detection of kitchen fronts
Kitchens are available in many different colors. In order to guarantee that the customer receives the desired color, the colorSENSOR OT-3-MA-30-16 inspects the color of the kitchen fronts in the painting plant.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Displacement sensor for washing machines
When the washing machine is loaded, the displacement sensor DRA measures how much the outer drum drops. It also measures the drum’s deflection during spin-drying. Due to the inductive measurement principle, the sensor provides absolute position measuring for static and dynamic processes. Operation and the washing result are optimized by the load measurement. The displacement sensor provides an output signal proportional to the weight. This permits full utilization of the drum volume and helps to determine the required amount of detergent.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Washing machine displacement
Using an inductive displacement sensor, the displacement of the suds container during filling and the spinning stage can be calculated. The correct quantity of detergent can be calculated with the data obtained in this way. The speed for the spinning process is adapted in accordance with the displacement. The sensor is integrated in a friction damper using the measurement reducing VIP principle.
Sensor technology applied
|
|
|
|
|
Glass, ceramics
|
Glass and ceramics must always be free of defects for delivery. Systems or sensors from Micro-Epsilon are therefore often used to check the quality of the end product. The thickness, surface, contour and dimensions are often important for this. As the provider of many different measuring principles, there is already an appropriate sensor or measuring system available for practically every measurement task. Consequential costs due to processing reject products are avoided by early quality control.
|
One-sided thickness measurement of container glass
In container glass production, wall thickness and roundness of the bottles are crucial quality features. This is why these parameters must be 100 % inspected. Any faulty containers are immediately rejected and returned to the glass melt. Due to high processing speeds and in order to prevent the bottles from being damaged, a fast, non-contact measurement procedure is required. The confocal chromatic confocalDT 2422 dual-channel measurement system combined with the IFS2406-10 sensor from Micro-Epsilon are ideally suited to this measurement task.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Display glass defects
A special measuring system has been developed for the quality control of display glass. The glass pane is placed on a measuring table by a robot. A measuring arm with several confocal sensors traverses the glass pane there. If any defects are found, the pane is marked as NOK and rejected. The scanCONTROL laser scanner simultaneously circumnavigates the edges and checks these for defects and dimensions. After the check has been completed successfully, the pane is lifted back into the production process and the next measurement is started.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Display glass / flat glass thickness
A special measuring system has been developed for the quality control of display glass. The glass pane is placed on a measuring table by a robot. A measuring arm with several confocal sensors traverses the glass pane there. If any defects are found, the pane is marked as NOK and rejected. The scanCONTROL laser scanner simultaneously circumnavigates the edges and checks these for defects and dimensions. After the check has been completed successfully, the pane is lifted back into the production process and the next measurement is started.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Planness measurement of display glass
Thinnest glass of outstanding flatness is required for the production of displays for telecommunications equipment. During glass production measuring and monitoring of the flatness is a decisive factor for quality inspection. The results of these measurements can be used for optimizing the pro-duction process. On a high-precision hard rock table in the measuring room samples of these thinnest glass plates are measured by laser-optical triangulation sensors with an accuracy of 5 μm.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Flat glass defects
A special measuring system has been developed for the quality control of flat glass. The glass pane is placed on a measuring table by a robot. A measuring arm with several confocal sensors traverses the glass pane there. If any defects are found, the pane is marked as NOK and rejected. The scanCONTROL laser scanner simultaneously circumnavigates the edges and checks these for defects and dimensions. After the check has been completed successfully, the pane is lifted back into the production process and the next measurement is started.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Flat glass thickness
A special measuring system has been developed for the quality control of display glass. The glass pane is placed on a measuring table by a robot. A measuring arm with several confocal sensors traverses the glass pane there. If any thickness discrepancies are found, the pane is marked as NOK and rejected. The scanCONTROL laser scanner simultaneously circumnavigates the edges and checks these for defects and dimensions. After the check has been completed successfully, the pane is lifted back into the production process and the next measurement is started.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Flat glass - temperature measurement
Temperature plays an important role in the glass industry for many manufacturing and production processes. It is a matter of obtaining precise temperature measurements of transparent (glass) and non-transparent (moulds, crown and side walls of the glass furnace) objects.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Bottle and hollow glass - temperature measurement
Special sensors which are used for permanent temperature monitoring are installed at the individual stations of the glass production line.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Film extrusion - temperature measurement
Infrared temperature sensors from Micro-Epsilon measure the film temperature before the three-roller mill. An optimal regulation of the process temperatures is made possible due to the precise temperature values which results in a constantly high product quality.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Glass machining – temperature measurement
In order to be able to bend and shape flat glass, the exact glass surface temperature must be taken into account. Special pyrometers from Micro-Epsilon have been developed for measuring in glass manufacturing.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Glass thickness
A special measuring system has been developed for the quality control of glass. The glass pane is placed on a measuring table by a robot. A measuring arm with several confocal sensors traverses the glass pane there. If any thickness discrepancies are found, the pane is marked as NOK and rejected. The scanCONTROL laser scanner simultaneously circumnavigates the edges and checks these for defects and dimensions. After the check has been completed successfully, the pane is lifted back into the production process and the next measurement is started.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Thickness measurement of glass
The specification of the thickness of glass panes is an optimization process between a required mechanical strength and efficient use of materials. In the manufacturing process the glass thickness is measured and the conformance to prescribed tolerances is monitored. The measurement is carried out with displacement sensors working on the eddy-current principle. Here, the sensor hovers over the glass surface and measures through the glass to a metal plate situated behind it. The values can be read off directly on the device; an analog output voltage facilitates further evaluation.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Glass industry / glass - temperature measurement
Temperature plays an important role in the glass industry for many manufacturing and production processes. It is a matter of obtaining precise temperature measurements of transparent (glass) and non-transparent (moulds, crown and side walls of the glass furnace) objects.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Glass drop measurement - temperature measurement
The use of non-contact temperature measurement equipment is required for measuring the glass drop temperature. Pyrometers from Micro-Epsilon are particularly suitable due to the fast operating processes.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Thickness measurement using displacement sensors
Thickness measurement using displacement sensors is a wide application area. Basically there are distinctions between non-destructive/destructive, non-contact/with contact and one-side/two-sided thickness measurement. The Micro-Epsilon measuring techniques for thickness measurement are all emission-free whereby no emissions regulations of any kind have to be complied with. Thickness measurements must be performed both with contacting as well as with non-contact sensors whereby non-contact measuring techniques show advantages as regards accuracy and measuring speed. There is also a distinction between one-sided and two-sided thickness measurement. Two-sided thickness measurements are carried out with at least one pair of sensors which are installed together on one axis. This pair of sensors measures the target synchronously. The difference between the measurement results (C-A-B) produces the thickness of the measuring object. One-sided thickness measurements must only be performed with non-contact sensors. In doing so, the target is only measured with one sensor and either only a part of the target thickness (e.g. layer thickness) or the complete measuring object thickness is measured. Thickness measurements are mainly used in process control and quality assurance, e.g. for the control of extrusion systems or 100% checking of tube diameters.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Measuring glass cups
In the production of drinking glasses, the stem and cup are connected using a gas burner. In order to enable the precise connection of the glass stem and cup, the distance between stem and cup needs to be measured. Monitoring this gap size allows for feed rate control during production. An optoCONTROL optical micrometer measures this gap.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Glass pretensioning - temperature measurement
CTlaserGLASS has been specially developed for applications in the glass processing industry, in particular for glass bending, forming and hardening processes. The non-contact thermometer ensures precise monitoring of the temperatures.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Windscreen defects
During the production of windscreens, it can happen that the correct curvature of the windscreen has not been maintained or the fissures and cracks in the surface make the windscreen unusable. A system has been developed for this purpose which inspects the windscreens completely in-line for a surface free from defects. Several confocal sensors on a measuring beam measure the distance to the surface. Using the automatic centering function of the confocal sensors, they track the curvature of the surface precisely. The high resolution makes it possible to inspect the windscreen for cracks and fissures at the same time.
|
|
__________________________________________________________________________________________________________ |
Windscreen thickness
Using a film between several glass panes, laminated safety glass prevents dangerous shards flying around in the case of breakage. The adhesive film is clamped during the production. In doing so, it is important that the film shows the correct thickness in order to be able to ensure the required safety. Thickness can be measured on one side using the optoNCDT2401 confocal system. The light from the sensor penetrates the glass and displays the thickness of the film in the pane.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Windscreen profile
Flat glass for demanding industrial tasks is subjected to 100% testing after the production. Dimensional accuracy is important for industrial glass which is used for demanding technical tasks. Examples of such types of glass would be windscreens, display glass for LCD televisions or glass for the production of photovoltaic modules. Even a small deviation from the required geometry or thickness can drastically influence the later function of the glass. The glass profile measuring system uses confocal sensors. These operate with white light and precisely measure the profile of the pane and also an inner layer. A laser scanner is also used for determining the measurement.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Windscreen gap
The final appearance of a product plays a crucial role everywhere that panes are positioned automatically. Apart from the shape, stability, color etc., the final appearance is also dependent on the position of the glass in the frame. The pane must be inserted in as centerd a position as possible. A laser scanner also detects automatically for the insertion of the glass whether the gap is the same on all sides or not. If differences occur, the pane can still be moved somewhat. The extremely difficult conditions of the different reflection factors of glass and frame (metal, wood, plastic) do not affect the quality of the measured data.
Sensor technology applied
|
|
|
|
|
Precision mechanics, optics
|
A high degree of precision is important for precision mechanics and optical components. Therefore, sensors from Micro-Epsilon are frequently used for this area. The positioning of components plays a leading role in this sector. Thereby, it is irrelevant whether the inspection is performed in-line or as a routine inspection. Different measuring principles are needed depending on the measurement object and task.
|
Display glass defects
A special measuring system has been developed for the quality control of display glass. The glass pane is placed on a measuring table by a robot. A measuring arm with several confocal sensors traverses the glass pane there. If any defects are found, the pane is marked as NOK and rejected. The scanCONTROL laser scanner simultaneously circumnavigates the edges and checks these for defects and dimensions. After the check has been completed successfully, the pane is lifted back into the production process and the next measurement is started.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Display glass / flat glass thickness
A special measuring system has been developed for the quality control of display glass. The glass pane is placed on a measuring table by a robot. A measuring arm with several confocal sensors traverses the glass pane there. If any thickness discrepancies are found, the pane is marked as NOK and rejected. The scanCONTROL laser scanner simultaneously circumnavigates the edges and checks these for defects and dimensions. After the check has been completed successfully, the pane is lifted back into the production process and the next measurement is started.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Automatic winding of glass fiber cables
An even and tight winding must be maintained for the automatic winding of glass fiber cables on drums. scanCONTROL 2800 profile scanners are used for monitoring the coiling machine. They monitor the windings on the drum and control the movement components of the machine using the results.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Measurement of contact lenses
The object must endure various tests during the search for new materials for contact lenses. In doing so, the lens is located in a small case with saline solution. The lenses are inspected in the case without contact using the optoCONTROL 2600 for dimension changes during heating and expansion of the lenses. The particular benefit is that the measurement functions through the glass case and through the salt solution.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Thickness measurement of dies
When optical data carriers are produced, the data are initially transferred to a master. Depending on the number of copies, different dies made of nickel are produced from the master by galvanization. These dies must show a thickness of 297 µm ± 3 µm for faultless production. It is checked several times during the galvanization that this dimension is complied with. The company ISEDD GmbH from Bielefeld has developed a measuring device for this which enables fast and accurate inspections of the dies. Capacitive sensors from Micro-Epsilon are used for the thickness measurement.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Layer thickness measurement (non contacting)
Layer thickness measurement belongs to the group of one-sided, non-contact thickness measurement. Basically, only the layer thickness of electrical insulators can be measured for opaque objects. An eddy current sensor penetrates the insulating layer without damage and measures the distance to a layer underneath it. At the same time, a second sensor, a laser triangulator measures the insulating layer. The layer thickness is obtained by offsetting both signals. This method of measuring with two sensors using different principles is called the dual sensor technique by Micro-Epsilon. A second possibility is the layer thickness measurement of transparent materials using confocal measurement technology. The emitted white light penetrates the measuring object and provides a peak in the signal graph at every material transition. For example, the film thickness between two glass panes can be easily measured in this way.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Displacement sensor for nanopositioning tasks
Very small displacements, both static and dynamic, are normally generated by piezo actuators. High precision displacement sensors ensure that these displacements are measured to the required nanometre and sub-nanometre accuracies. Resolution and repeatability of up to 0.04nm are possible. Non-contact, capacitive displacement sensors from Micro-Epsilon provide this sub-nanometre precision. The capaNCDT series combines high precision and the required stability.
Sensor technology applied
|
|
|
|
|
Energy technology, power stations
|
Energy technology is currently a more and more important topic. The use of modern sensors makes constant new developments in this field possible. Sensors from Micro-Epsilon are used both during the development of new systems as well as for the process monitoring in power stations.
|
Thickness measurement of battery separators
In the production of battery separators the in-line monitoring of the profile thickness is an important measurement task within the framework of quality assurance. A measurement system with high spatial resolution and a high sampling rate is needed for the determination of the profile structure. This task represents one of the classical fields of application for the laser-based triangulation sensor in the Series ILD 2000. The battery separator is manufactured in an extrusion process. For the thickness measurement the optical sensors are mounted on a welded C-frame. This traverses on air bearings without making physical contact on a hard rock base. In this way the vibration of the top belt is minimized and a precise measurement facilitated.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Biogas plant filling quantity
The filling quantity in the fermenter of a biogas plant can be determined using the expansion of the gas tank. This is important in order to assure a constant gas flow to the combustion engine. Draw-wire sensors which are clamped above the film are used for this. The sensor itself is located in the generator building. If the film rises, a displacement change of the sensor is registered.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
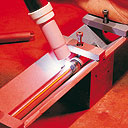
ROV (Remotely Operated Vehicle) for pipeline inspection
To meet safety regulations, the inspection of the internal parts of pipelines is mandatory, as any defects can lead to cracks, which could result in complete pipe failure or, in the worst case, in personal injury. The critical factor is the weld seam. DEKRA developed a fully automatic vehicle that solves this task by using a combination of visual inspection and geometrical measurements performed by a scanCONTROL laser scanner from Micro-Epsilon.
|
|
__________________________________________________________________________________________________________ |
Thickness measurement using displacement sensors
Thickness measurement using displacement sensors is a wide application area. Basically there are distinctions between non-destructive/destructive, non-contact/with contact and one-side/two-sided thickness measurement. The Micro-Epsilon measuring techniques for thickness measurement are all emission-free whereby no emissions regulations of any kind have to be complied with. Thickness measurements must be performed both with contacting as well as with non-contact sensors whereby non-contact measuring techniques show advantages as regards accuracy and measuring speed. There is also a distinction between one-sided and two-sided thickness measurement. Two-sided thickness measurements are carried out with at least one pair of sensors which are installed together on one axis. This pair of sensors measures the target synchronously. The difference between the measurement results (C-A-B) produces the thickness of the measuring object. One-sided thickness measurements must only be performed with non-contact sensors. In doing so, the target is only measured with one sensor and either only a part of the target thickness (e.g. layer thickness) or the complete measuring object thickness is measured. Thickness measurements are mainly used in process control and quality assurance, e.g. for the control of extrusion systems or 100% checking of tube diameters.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Profile measurement of compressor blades under high temperature conditions
The thermal geometric change under operating conditions needs to be measured on a new type of composite material for gas power plants.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Position measurement on X-ray machines
For highres pictures of digital X-ray machines, the camera must be exactly adjusted to the X-ray tube. For pretty flexible operation, different axes are electrically moveable. Therefore, the adjustment of the camera to the X-ray tube can be as precise as possible, the positions of the axes are measured with draw wire sensors of the series wireSENSOR. With this gang control the camera and the X-ray tube can be moved parallel.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Gap measurement in photovoltaic modules
The module is hermetically sealed using a vacuum during a new method for the production of photovoltaic modules. The correct distance between glass front and metal rear side is important for this vacuum. Therefore, the distance of the glass pane to the rear side is automatically measured from one side in the production using confocal sensors.
Sensor technology applied
|
|
|
|
|
Electrical engineering, electronics, semiconductors
|
Quality or function monitoring of the individual components plays a leading role for electrical engineering. This concept is particularly the case for inspection during the manufacture of semiconductors. Components are tested for function and quality for different processes. As well as displacement sensors, image processing or temperature sensors can also be used for this. Maintenance of a particularly high quality of the individual dies is of essential importance for the semiconductor industry. Even the slightest contamination or damage can cause enormous costs in the running process.
|
Diameter - radial/axial runout - measurement at disk motors
The production of disk motors has to meet the highest mechanical accuracy requirements. In order to ensure perfect functioning of the disk drives the drive units are measured and evaluated with respect to diameter, true running, and axial running. Since production specifications of < 5 μm have to be measured under nominal speed, a decision has been made to use the fast and high-resolution capaNCDT system. In this measurement two sensors with measurement range50 μm that are adapted to the flange geometry are of special importance.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Monitoring the commutator in electric motors
The “eddyNCDT” system offers many advantages for the non-contact monitoring of the mechanical condition of the commutator in electric D.C. motors or generators. The system uses the eddy-current measuring principle, is not subject to wear and cannot affect or influence the commutator.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
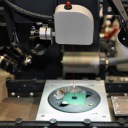
Color measurement of LED panels (RGB)
When RGB LED panels are produced, the challenge is to create a uniform, completely homogenous surface. Therefore, a diffuser layer is used, which enables a regular scattering of the otherwise point-shaped LED light. In order to avoid defects in the material and during production, the inline colorCONTROL ACS7000 color measurement system is used with the ACS3-TR receiver unit. Errors can therefore be recognized during the production process itself rather than the previous method of manual final inspection, which is no longer necessary.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
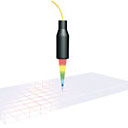
Co-planarity of IC-pins
The term „co-planarity“ discribes the proper seating of the tips of fine-pitch device leads on the copper pads on a PCB prior to solder process. The coplanarity is a critical dimension for the quality of the soldered joints, because no reliable and correct soldering can be done if there is a gap between the lead and the pad. In state of the art automatic assembly machines the co-planarity of components is measured during the assembling process. The component to be measured is passed over a triangulation displacement sensor which has a laser beam that scans the row of pins.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Thickness measurement system for partially transparent insulation panels
In the manufacturing of plastic panels, thickness profile measurements must be carried out due to the necessary quality assurance. For this purpose two laseroptical displacement sensors are mounted on a traversing device, one underneath and one above the panel which passes along a defined path. The preprogrammed measuring points are sampled consecutively. Irrespective of the exact height position of the panels, the accurate material thickness is obtained by simple coupling of the synchronously measured distance values from both sensors. The output of the desired measurement log is realized with the aid of a PC system in the fully automatic sequence of the profile measurement table.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Vibration measurement on carbon brushes
Many direct current electric motors operate with carbon brushes for the current transmission. optoNCDT laser sensors are used to monitor the vibration during operation. They measure the carbon brushes without contact and also measure high speeds of the motor due to their high cut-off frequency.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
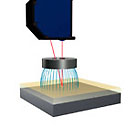
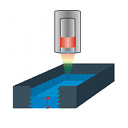
Liquid level measurement during capacitor production
The capacitors must be dipped into a bath of solvent during the capacitor production. In doing so, it is important that the blanks only have a specified immersion depth. Confocal chromatic sensors are used for measuring the level in the bath. They measure with high precision and without contact on directly reflecting liquids.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Coplanarity of connector pins
Using connectors and sockets, electrical circuits can be alternately opened and closed. The connector pins must be correctly oriented in order to prevent the pins from bending during connection. As this cannot always be guaranteed by the mounting process, it is important to inspect the coplanarity and the orientation of the connector pins to one another. In many cases, mechanical sensing devices carry out this task. However, this procedure has its disadvantages. First, the sensing device itself applies a certain force onto the pins, and second, the mechanical parts are subject to wear, which reduces the measurement accuracy and reliability. Non-contact scanCONTROL profile sensors measure are wear-free and are applied in a variety of pin inspection tasks.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Soldering systems - temperature measurement
Metal teeth for saw blades are soldered in soldering machines. In doing so, a fast IR temperature measurement provides exact regulation and prevents mechanical stresses in the saw blade and the danger of crack formation.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Air gap measurement in large electric motors
With very large electric motors (diameter larger than 10m) it is important for reasons of cost effectiveness and energy efficiency, to know the radial run out of the rotor from the stator inside the motor. These electric motors are intended for use in rock grinding mills for cement production or mining. Due to imbalances during operation, the rotor may touch the stator, which would cause much damage. This is why sensors are used to measure the distance between the stator and rotor and to monitor the so-called rotor gap whilst the motor is in operation. For this application, capacitive sensors with a measuring range of approx. 30mm are used.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Thickness measurement of dies
When optical data carriers are produced, the data are initially transferred to a master. Depending on the number of copies, different dies made of nickel are produced from the master by galvanization. These dies must show a thickness of 297 µm ± 3 µm for faultless production. It is checked several times during the galvanization that this dimension is complied with. The company ISEDD GmbH from Bielefeld has developed a measuring device for this which enables fast and accurate inspections of the dies. Capacitive sensors from Micro-Epsilon are used for the thickness measurement.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Non-contact measurement of relay contact movement
Even the layman can detect wether a relay is energized or not. The question how on the other hand, is difficult to answer even for the expert. What he needs to know is the timing of certain specific parameters such as pick-up delay, armature play, armature displacement, armature bounce, contact displacement, final contact position and contact bounce. These parameters can be derived from the measured armature and contact movement. The relay characteristics must not be affected in any way by the measuring equipment in the event. The noncontact displacement measuring systems optoNCDT offer the ideal solution to this problem.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Measuring the solder-wave height on wave soldering machines
The height of the solder wave is an important criterion to get highest quality results during soldering PCB’s on wave soldering machines. There are two options to measure the height of the solder wave.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
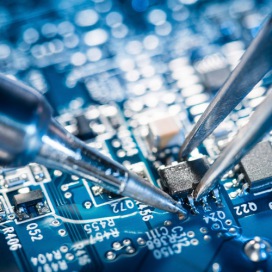
Temperature measurement of PCBs
High quality PCBs with SMD components are repaired in rework stations. Hot air is used to remove any defective components and residual solder, to perform solder paste printing and to solder new components into place. The repair process starts automatically when the PCB reaches a specific surface temperature, which simplifies the replacement of defective SMD components. In addition, automatic start-up significantly reduces both the thermal load on the PCB and process time. For accurate temperature measurements, Finetech uses the thermoMETER CT non-contact infrared temperature sensor from Micro-Epsilon.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Displacement sensor for nanopositioning tasks
Very small displacements, both static and dynamic, are normally generated by piezo actuators. High precision displacement sensors ensure that these displacements are measured to the required nanometre and sub-nanometre accuracies. Resolution and repeatability of up to 0.04nm are possible. Non-contact, capacitive displacement sensors from Micro-Epsilon provide this sub-nanometre precision. The capaNCDT series combines high precision and the required stability.
Sensor technology applied
|
|
|
|
|
|