Centering, positioning, tilt, alignment
Different parts must often be positioned or products put in a specified place in production systems or for automatic movements. Thereby, sensors can only transmit the distance information to the controller or perform the complete system regulation with its signals. Welding robots with automatic weld seam guidance are an example of automatic regulation. Different sensors are used depending on which material the part to be positioned is made of.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
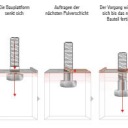
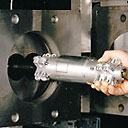
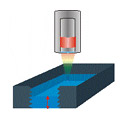
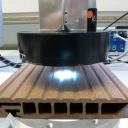
Distance control in 3D printing
Micro laser sintering technology is an additive production technology based on digital 3D design data, whereby a component is constructed layer-by-layer from metal powders using a laser beam. This procedure is also known as industrial 3D printing. The exact positioning of the squeegee to the base surface (distance and tilt angle) requires an exact control method. Four CSE05(01) capacitive displacement sensors are used here. The planarity of the descending construction platform must be inspected before the process starts using three CS02 sensors integrated into an add-on module.
|
|
__________________________________________________________________________________________________________ |
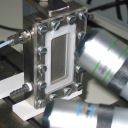
Automatic height adjustment for material analysis
Laser-induced breakdown spectroscopy (LIBS) performs precise analysis of the atomic composition of different materials. The measurement objects involved are mostly mineral or metallic parts whose surfaces have different gloss levels and which are sometimes extremely tilted.
SECOPTA analytics GmbH uses the ILD1320-100 sensors from Micro-Epsilon in this application to automatically readjust the height of the LIBS sensor head. Particularly with metal samples whose surfaces have different textures such as oxidized spots, the ILD1320 with the ATC feature is a reliable sensor.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
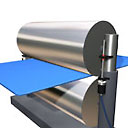
Web-edge detection in the calender of a paper machine
If movement of the paper web in the calender is not exactly executed in one line, the heated calender roller is pressed directly onto the coating of the opposite roller, which can damage it. Repairing this special coating or even replacing the whole roller would be very costly, which is why it is mandatory to control the position of the web edge. This is where laser line sensors from Micro-Epsilon are utilized, transferring the exact position of the web edge directly to the machine control system.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
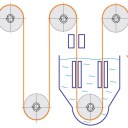
Measuring system for strip position monitoring in a coating tank
In the electrolytic refinement of thin sheets electrical losses are minimised by a small distance between strip and anode. This requires exact strip guidance. Before the strip enters the coating tank it is guided and measured between two measuring bars with nine eddy-current sensors each. Actuators are initiated and change the position of the anodes in accordance with the strip geometry, or initiate a return to the starting position if limit values are exceeded.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
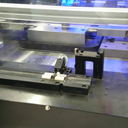
Sheet edge measurement prior to laser welding
The company „Paul von der Bank“ in Hilden (Germany) develops and manufactures modular-designed robotic welding cells and fully automatic production and processing lines. To ensure high production quality of longitudinally welded pipes, the following factors must be considered: Besides sheet edge length, the exact edge position must be known, it must be guaranteed that sheet edges are aligned perfectly to each other.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
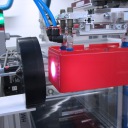
Print head positioning using laser triangulation sensors
When printing on materials such as glass and ceramics, very fine detailed structures are generated, which requires precise positioning of the print head. This is why optoNCDT 1420 laser triangulation sensors from Micro-Epsilon are used. With a measuring range of 10mm, these determine at various points in the print head the respective distance from the surface
to be printed. The sensor data is transferred via the RS422 interface to the control system. The data obtained enables the determination of the edges and the surface tilt and therefore the exact positioning of the print head.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Precise positioning of a surgical microscope
Surgical procedures require a perfect view of the operating area. Here, the surgeon is often supported by a surgical microscope. To enable the surgeon to best position the microscope and to give the surgical team more room to move, the microscope optics are mounted to long arms on a stand.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Automatic paper roll control
In paper production the prepared paper pulp flows onto a conveyor belt of fine wire mesh at the so called "wet end". There most of the water is removed by means of a vacuum. The paper web is generated and is transported to the second station, the wet press rollers, which determine the paper web speed by means of a second drive unit. In order to avoid tears in the paper web a laser position measuring system is used here which measures the position of the paper web between the two stations. The analog output signal of the sensor is fed into a closed-loop control circuit which influences the motor speed at station 1 and thereby ensures that a specified setpoint distance value is maintained.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Automatic positioning of synchronizer discs
Synchronizer discs are used as a synchronizer package in automatic transmissions. Behr Systems in Germany created a handling and processing plant for deburring the front side of the synchronizer discs using a laser. An essential part of this plant is the measurement technology, which guarantees the precise positioning of the synchronizer discs under the deburring laser.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Positioning of operating tables
Operating tables provide many adjustment options for the correct positioning of the patient during the operation. As well as the height, the horizontal position and angle functions can also often be adjusted. As the positioning is performed electrically, the positions must be monitored. Draw-wire sensors from Micro-Epsilon are used for this.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Position measurement on X-ray machines
For highres pictures of digital X-ray machines, the camera must be exactly adjusted to the X-ray tube. For pretty flexible operation, different axes are electrically moveable. Therefore, the adjustment of the camera to the X-ray tube can be as precise as possible, the positions of the axes are measured with draw wire sensors of the series wireSENSOR. With this gang control the camera and the X-ray tube can be moved parallel.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Measuring vibrations on an engine manifold
Optimizing the processes within an internal combustion engine is becoming increasingly important in this day and age. A whole series of measurements is vital for engine management purposes. The temperature of the exhaust gas is one important source and is recorded using a thermocouple within the manifold. To check the way it is attached, it is necessary to examine the propensity to vibrate, as well as the mechanical rigidity of the structure. This is an application where the blue laser comes to the fore.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Angle measurement in the SoloAssist®
Minimally invasive surgery using endoscopes is performed today for many operations. The guidance of an endoscope was previously performed by an assistant doctor. The camera guidance task in the future is taken over by “Soloassist”. The machine enables precise control of the endoscope in all directions. The movements of Soloassist are monitored and controlled using draw-wire sensors from the wireSENSOR MK30 series.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Reflector tilting for satellites
Satellites communicate with one another using laser beams. For this communication, the transmitter must be very precisely aligned with the receiver. The laser beam is stabilized using a deflection mirror. The position values are recorded with miniature eddy current sensors from Micro-Epsilon which achieve a resolution of better than one microrad. These sensors are also used in positioning tasks such as for laser tracking or lithography.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Tracking control of gantry and overhead cranes
Rail-guiding elements (wheel flanges, guide pulleys) ensure that the crane stays on the rails. Due to uneven distribution of mass, track errors, rails offset and different driving speeds, the rail-guiding elements can mesh. The lateral forces arising from this can lead to noise, stress in the crane construction or wear of the wheels and rails. Machines of this type require considerable maintenance. In order to reduce the latter, so-called tracking controllers are used in order to ensure that the crane wheels are kept central to the rail track. In this case, a number of sensors keep the controller informed about the position and direction of the crane, as well as any deviations that occur.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Pneumatic slide valve position
Pneumatic control valves are employed in chemical engineering for regulating liquid and gaseous media. In order to achieve a constantly high level of process reliability, the flow rate must be controlled exactly. A slide is driven pneumatically, changing the opening for the flow. An inductive displacement sensor, which measures the slide position, is joined to the slide. A microcontroller handles the control and evaluation of the displacement sensor along with the closed-loop control, parameterization and bus linkage of the control valve. Due to the already existing controller, the position measurement is realized for practically no cost, apart from a few passive components.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Speed measurement on automatic abrasive cutting machine
Tiles and special bricks are processed according to their type on automatic abrasive cutting machines. The objective is fast throughput times with the best quality result. Here, the setting parameters for the rotational speed, the circumferential speed of the cutting disk and the feed rate of the movable table are important. The table movement is acquired by a rugged draw-wire displacement sensor with incremental encoder. A digital tachometer calculates this speed and displays it.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Monitoring embossment depth
Embossed serial numbers enable worldwide unambiguous identification of, for example, car body shells. For increased safety measures (e.g. in case of theft), car body IDs are punched into the vehicle frame. Therefore, the depth of the embossment is a critical factor.
This is why embossing machines operate using optoNCDT 1420 laser triangulation sensors from Micro-Epsilon. These determine the precise distance between the embossing tool and the component. Based on these distance values, the tool can be positioned correctly. After the embossment is finished, the sensor measures the profile of the embossment and ensures that all characters are embossed to the required depth.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Displacement sensor for nanopositioning tasks
Very small displacements, both static and dynamic, are normally generated by piezo actuators. High precision displacement sensors ensure that these displacements are measured to the required nanometre and sub-nanometre accuracies. Resolution and repeatability of up to 0.04nm are possible. Non-contact, capacitive displacement sensors from Micro-Epsilon provide this sub-nanometre precision. The capaNCDT series combines high precision and the required stability.
Sensor technology applied
|
|
|
|
|
Lifting height is a factor which must be measured very frequently. A lifting height measurement is necessary everywhere where automatic lifting processes should make the daily work easier.
The measurement system can be installed subsequently or already considered and integrated during the planning of the system.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Lift height measurement for maintenance work on bridges
In certain cases for maintenance work on bridges, the bridge must be raised, for example to replace the supports. Heavy-duty jacks are used for this. The distance at each jack is measured with a draw-wire sensor so that the jacks operate completely in synchronization.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Lift height of a catering vehicle
Catering vehicles play an important role in passenger air traffic. They are responsible for there being enough foodstuffs on board. It is especially difficult with the Airbus A380 to reach the loading hatch with the vehicle. Therefore, the load area of the scissor platform is also maneuverable. Draw-wire sensors are perfectly suitable for measuring this displacement.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Injector needle lifting
Combustion engines are a combination of many different technologies. Therefore, the precision of each individual one is responsible for the performance of the engine. The actual injected amount of fuel for Common Rail engines is controlled by the lift height and the lift duration of the jet needles of the injector. Temperatures up to 150 °C, pressures up to 2000 bar and an electromagnetically sensitive environment make measurement evaluation difficult. The NLS miniature sensor of the eddyNCDT product group measures the needle movement at the tip of the injector where influences due to bending or compression of the needle do not even occur.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Lift platform - automotive
Short cycle times for the assembly are extremely important in automobile production. In order to design the optimum ergonomics for the worker, the vehicles are transported along the production line on lift tables. Depending on the work operation to be performed, the vehicles are moved to the optimum height in order to ensure as efficient working as possible. Which exact height has been reached is established using draw-wire sensors from Micro-Epsilon. Completely integrated in the lift table, they ensure more reliability and higher productivity.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Lift platform – lift height
Side supports against tipping over are installed for lift trucks and lift work platforms. The crane or the platform can only be put into operation when the supports are completely extended so that there is also no danger of tipping in the case of long extension frames. However, sometimes this is not possible for spatial reasons. Therefore draw-wire sensors from Micro-Epsilon are used for measuring how far the supports are extended. A dynamic load torque limit across the actual support area is thus produced. Redundant measurement is performed as this is a safety relevant measured value.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
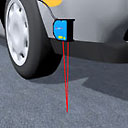
Vehicle distance to the road surface
The tilting and the driving behavior are often examined in driving tests with automobiles. Optical laser sensors are ideally suitable for this. They are mounted outside on the body shell and measure the distance from there to the road surface. The high measuring rate ensures a sufficient signal for evaluation of the road position of the vehicle.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Rack control unit - lift height
The frequently used automatic rack control units make modern warehousing much easier. These units must automatically travel long distances and position the products with millimetre precision at the end. Modern optical laser sensors and also draw-wire sensors are used to monitor this movement. Draw-wire sensors are the more economical solution for distances up to 50 metres. Laser sensors which determine the distance using time of flight measurement are suitable for larger distances. Distances can be precisely measured and loads can be exactly positioned or delivered with their help.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Training monitoring for rehabilitation machines
Optimum execution of the training plays an important role in the rehabilitation area. Data for monitoring the performance of the individual exercises are provided to the trainer using a network or a chip card. Draw-wire sensors, among other things, are used to enable the provision of this information. The primary factors for the user here are the simple mounting and the long service life.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Forklift lifting height
A large part of internal transportation is performed by forklifts. The risk of tipping the forklift when products are lifted is high. Therefore, the permitted speed has been restricted with limit switches. Draw-wire sensors from Micro-Epsilon measure the current lift height and make continuous speed regulation possible, depending on the height of the products.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Synchronized lifting system lift height
Mobile lifting jacks are being used more and more often for commercial and railed vehicles. The lifting jacks for commercial vehicles are often designed as column lifts. In contrast, railed vehicles are often lifted on the frame. Any number of these lifting jacks can be combined into one system. As each lifting jack has its own drive for the lifting movement, the individual devices must be synchronized in order to ensure a completely level and oscillation-free movement. The lifting movement of each lifting jack is measured with a draw-wire sensor for this.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Precision synchronized lifting system
Synchronized lifting systems enable the raising and lowering of heavy loads controlled for distance and force or the controlled forward feed of large components. To achieve this, eight or more cylinders are connected to a central high pressure hydraulic system (700 bar). The travel displacement of each individual cylinder must be measured as the actual value for the synchronized movement and supplied to the closed/open loop controller. Draw-wire displacement sensors of the wireSENSOR Series P60 are employed for this task.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Underwater Measurement of axial movement and shaft play
The functional safety of systems of special economic importance often depends on the perfect operation of delivery devices (pumps). Increased radial shaftwhirl, or an axial shift due to termal expansion, are first signs of possible malfunctions. Measuring axial movement and shaft play will reduce downtimes of the system and minimise repair costs. For underwater measurement a pressureproof eddy-current position sensor, which has been developed from the standard type U3 with certain adaptations is used. The sensor still has its high basic accuracy, and procuring spare parts is no problem at all. The use of potentiometers with readable setting ensures that the sensor can be easily and quickly adapted to different shaft materials (ferromagnetic or non-ferromagnetic).
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Valve lift measurement in the MultiAir cylinder
The MultiAir cylinder procedure patented by FIAT / Schaeffler controls individual valves independently of the camshaft. An electro-hydraulic control system provides fully variable valve control.
Therefore, the stroke and the opening/closing times of the inlet valve are freely controllable. This reduces fuel consumption and CO2 emissions with a simultaneous increase in engine performance and torque.
During the end-of-line inspection of the MultiAir components, a test bench simulates the conditions inside the engine. Eddy current sensors from Micro-Epsilon measure the exact valve lift.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Roller levitation height
The distance of both rollers from each other or from the roller to the support surface is the crucial dimension for rolling processes for metals, plastics or other materials. In the case of sensitive processes and high material accuracies, the lift of the upper roller must be checked constantly so that imminent rejection is avoided. The contacting inductive and the non-contact methods are suitable for this. In the case of contacting methods, the sensor is mounted on the outside on the roller guide. The change in clearance is transmitted to a plunger whose position change is measured by the inductive sensor. In the case of the non-contact method, the roller is between the transmitter and receiver of an optical micrometer at the height of the lift. The emitted light curtain is partially covered by the roller. The remainder reaches the receiver through the gap. The gap can be calculated based on the light quantity measurement.
Sensor technology applied
|
|
|
|
|
Filling levels can be measured directly or indirectly in many ways using displacement sensors. The confocal principle is usually applied for liquids in doing so. The filling level measurement for solids is comparable with a distance measurement. Micro-Epsilon makes many different options possible due to the extensive range of different sensors.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
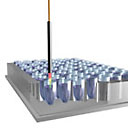
Height measurement of Petri dishes
In microbiology, cell cultures are used for the analysis of so-called agar plates. The agar plate should be consistently as high as possible - this is a critical factor for later evaluation of the cell colony cultivated on it. For the inspection of the fill level, the metrological control of the agar plate during the production process is invaluable. This measurement task is solved by using a three-channel version of the capaNCDT6220 capacitive measurement system.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Biogas plant filling quantity
The filling quantity in the fermenter of a biogas plant can be determined using the expansion of the gas tank. This is important in order to assure a constant gas flow to the combustion engine. Draw-wire sensors which are clamped above the film are used for this. The sensor itself is located in the generator building. If the film rises, a displacement change of the sensor is registered.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Extruder bore diameter
The idiamCONTROL system has been developed for checking the wear of extruder bores. The measuring cylinder is inserted in the case bore and pushed as far as the upper end. During retraction of the cylinder, several capacitive sensors measure the case diameter on several tracks. Specially for double worm extruders, the measuring cylinder has two metal pins which run along the saddle of both bores and in this way prevent rotation of the cylinder.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Liquid level in falling film reactors
In falling film reactors used by the chemicals industry, the geometrical dimensions of the reactor metal sheet are measured using confocal sensors. The filling level of the liquid is also measured during this test. The channels have dimensions of 200µm depth and a width of 400µm. The advantages of using a compact beam path are fully exploited in this application example.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Liquid Aluminum Level Measurement
To obtain a homogeneous oxide-free aluminum cast, the aluminum level in the open mould must be kept constant to within 1 mm or better. A constant level is achieved by controlled tilting of the furnace. The current level is measured and monitored from above with air-cooled eddy current sensors. A temperature-stable output signal and the high operating temperature of the eddy current sensors are particularly significant in this measurement.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Filling level
A filling level measurement situation can arise with a liquid substance as well as with dry, bulky goods. The precise measurement of liquid levels is difficult to achieve, nevertheless, the confocal measuring technique is a suitable solution for this problem. Light is also reflected on the surface of liquids and thus provides a reliable result. Filling levels of dry bulk materials are easier to measure due to the surfaces. The ILR Time-of-Flight sensors are suitable for deep containers. Laser sensors from the optoNCDT group are available for shorter sections.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Liquid level
Precisely measuring the level of liquids is known in measuring technology as difficult to achieve. Nevertheless, the confocal measuring technique is suitable as a very good solution for this problem. Light is also reflected on the surface of liquids and thus provides a reliable result.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Fluid level measurement of aluminum pig irons
In Aluminum Gießereien wird die Schmelze in Formen gegossen, um daraus kleine Barren, sog. Masseln zu fertigen. Für ein konstantes Gewicht der Masseln ist der Füllstand in den Formen entscheidend. In einer speziellen Messanlage wird die Füllhohe berührungslos erfasst. Der österreichische Anlagenbauer Hertwich Engineering GmbH setzt für diese Aufgabe den Laserscanner scanCONTROL 2700 ein.
|
|
__________________________________________________________________________________________________________ |
Absolute and continuous filling-level measurement
Continuous acquisition of the level must be ensured for high precision monitoring of filling levels. These requirements can be obtained with a MICROEPSILON vipSENSOR element whereby the actual sensor is integrated into a specified housing. The specified length of immersed tube can be optimally used as the measurement range due to the compact design and the very short installed length of the sensor element. This ensures a highly accurate, continuous filling level measurement from completely filled to completely empty.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Liquid level measurement during capacitor production
The capacitors must be dipped into a bath of solvent during the capacitor production. In doing so, it is important that the blanks only have a specified immersion depth. Confocal chromatic sensors are used for measuring the level in the bath. They measure with high precision and without contact on directly reflecting liquids.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Filling level
A filling level measurement situation can arise with a liquid substance as well as with dry, bulky goods. The precise measurement of liquid levels is difficult to achieve, nevertheless, the confocal measuring technique is a suitable solution for this problem. Light is also reflected on the surface of liquids and thus provides a reliable result. Filling levels of dry bulk materials are easier to measure due to the surfaces. The ILR Time-of-Flight sensors are suitable for deep containers. Laser sensors from the optoNCDT group are available for shorter sections.
Sensor technology applied
|
|
|
|
|
Every visible body emits light, which is why color can be used to evaluate objects in automation technology. Sensors sort products by color, inspect incoming goods, detect color and print marks, control LED intensity and color, and much more.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
In-line detection of protective film on PVC window frames
Company „Schüco“ manufactures PVC window frames. The PVC profiles are provided with a protective film after they are extruded. This film protects the frames from scratches and dirt. The colorCONTROL ACS7000 color measurement system checks if the protective film has been applied correctly.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color detection of kitchen fronts
Kitchens are available in many different colors. In order to guarantee that the customer receives the desired color, the colorSENSOR OT-3-MA-30-16 inspects the color of the kitchen fronts in the painting plant.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color recognition for seams in automotive interiors
A well-known German car manufacturer relies on poka-yoke mechanisms for assembling interior components. The poka-yoke process prevents product defects due to random human errors and ensures that all parts are assembled correctly. However, similar types of component often have different colored seams, which is why error prevention is critical. Previously, these checks were performed manually - experts inspected the seams visually. Micro-Epsilon’s colorSENSOR LT-3-HE color sensors are now used to automate this process and to make it more efficient.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color measurement of the floorboards
Plastic floorboards are made of colored granules and shaped by deep-drawing. After the production process, it must be guaranteed that the color of the floorboards is homogenous and that there are no color differences.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color measurement of liquid paint
Measuring the color of liquid paint is extremely complex. To date, paints have been typically applied on a test area first and then measured only after the drying process in order to achieve reliable measurement results. If the measurement results reveal that the paints are faulty, the paint containers must be mixed again or even disposed of which partly involves long waiting times until a new measurement process can be started. In order to accelerate this process, MicroEpsilon has developed a system that enables the measurement of liquid paint during the production process.
This application therefore includes the colorCONTROL ACS7000 color spectrometer for color measurements and the optoNCDT 142050 laser triangulation sensor for distance measurements. The latter is ideally suited to this application due to its compact size and excellent performance. A linear unit offers automatic readjustments.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color measurement of LED panels (RGB)
When RGB LED panels are produced, the challenge is to create a uniform, completely homogenous surface. Therefore, a diffuser layer is used, which enables a regular scattering of the otherwise point-shaped LED light. In order to avoid defects in the material and during production, the inline colorCONTROL ACS7000 color measurement system is used with the ACS3-TR receiver unit. Errors can therefore be recognized during the production process itself rather than the previous method of manual final inspection, which is no longer necessary.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color measurement of tablets in pharmaceutical production
In pharmaceutical tablet production different ingredients are used. Changing the concentration of these ingredients affects the color of the tablet. The color gradient varies from white and beige to yellow.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color and intensity tests of vehicle lights
At the end of their production process, vehicle lights must be 100% inspected. Color and intensity of the finished lights are the primary inspection criteria. Homogenous distribution of light should also be guaranteed with fluctuating LED batches. The LED colorCONTROL MFA Analyzer performs this color inspection. The lights are positioned via a corresponding form so that the optical fiber can test at different points simultaneously, which ensures that every single LED is controlled. State-of-the-art 3D printing technology enables the adaption to the vehicle light.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Color comparison between parking sensor and body shell
Car attachments such as parking sensors are painted separately. However, during assembly there must be no difference in color between the parking sensor and the bumper, which means the two colors must be identical. The colorSENSOR LT-2-DU sensor from Micro-Epsilon enables a direct color comparison between the parking sensor and the rear bumper.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Inline color measurement of plastic injection-moulded parts
In plastic injection moulding, the exact color shade of the products is important, as the color changes during cooling. To date, it has only been possible to measure random samples of cooled pieces. However, the colorCONTROL ACS inline color measurement system from Micro-Epsilon can 100% inspect the products as they are extracted from the mould.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Inline color measurement of transparent film
In non-contact monitoring of continuously produced transparent strips of film, each millimetre of strip produced must be identical in color. As well as color fluctuations, streaks can occur during production. As these films are translucent, the color is measured in transmission using the high speed, high precision colorCONTROL ACS7000 inline color measurement system, which is connected to a transmission sensor head (ACS3) comprising a transmitter unit (TT) and a receiver unit (TR).
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Measurement of the zinc strip color in the production plant
In the production of high-quality material strips and boards made out of titanium zinc, the surfaces receive specific treatment. Therefore, the coloring of the zinc products is already determined during the production process.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Damage prevention during production of locking cylinder
The company Aumat (Germany) develops and produces complex production systems for locking cylinders. In order to prevent any damage occurring, the operator must feed the correct blank into the production programme of the control system. This safety measure requires that a high number of components are detected and identified clearly and reliably in terms of both length and color.
Sensor technology applied
|
|
|
|
|
Eccentricity, diameter, concentricity
The diameter of an object can be established in different ways. If the center of the object is known, a single sensor is sufficient for the measurement whose result is evaluated with the position of the center point or the axis. If the position of the center point is not known, the diameter is measured directly using two sensors. The distance information here is also evaluated together. In particular cases, if the opaqueness of the object allows this, the determination of the diameter can also be made directly using a confocal sensor.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
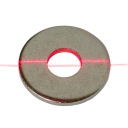
Measurement of flat washers
These days, flat washers are an auxiliary material used in almost every industry. In most cases, the washers consist of different alloys and are required in all sizes and thicknesses, which means the demands on the manufacturers are particularly high. In order to supply the customer with a correctly sorted, high quality product, the thickness and diameter are inspected before the washers are packed. This inspection is carried out using a scanCONTROL 2910-50 laser scanner.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
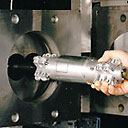
Measurement of metal stampings
Cylindrical, ground stainless steel metal stampings are precisely measured in a fully automatic measurement installation. Two optical optoCONTROL micrometers are applied in order to measure roundness, concentricity and diameter.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Bore hole depth
It is essential to measure in bore holes for some applications. In doing so, the depth or the wall structure of a bore hole can usually be measured. Only confocal axial or radial miniature sensors with 4 mm external diameter are suitable for this. Triangulation sensors would not provide any measurement results due to the shadowing of the laser in bore holes. The target material is not important for confocal sensors.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Ovality inspection on brake pipes using vision4A
For the highly accurate measurement of the roundness of the ends of brake pipes in production with short cycle times, only a precise and versatile vision system is able to fulfill the required rapid data acquisition with the associated evaluation. In this regard the diameter measurement of individual pipes, as normally carried out in the industry through the center of the circle, is nowhere near sufficient. For reliable quality assessment the deviation of the actually existing circular geometry must be dimensionally acquired over the complete 360° circle.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Brake disc concentricity
Brake discs are subject to the highest loads in use and are responsible for the safety of vehicles. For this reason alone, brake discs are thoroughly inspected on test benches. Brake discs are checked for various characteristics at a speed of approx. 2000 rpm on special testers. Capacitive sensors are used for checking the geometric characteristics such as concentricity, thickness and wear. As the deformations only occur in the range of hundredths of micrometres, only very precise sensors can be considered for this. The thermoMETER infrared sensors are used for examining the thermal characteristics of the brake disc. The absolute temperature can be monitored with these so that the thermal drift over a long period can be established.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Coil unwinding
Rolled strips in the metal industry are wound on coils for transport. For the later processing when the coils are unwound, it is important to know how much material has already been unrolled. This task is simple to solve by using an optoNCDT ILR optical length sensor. It continuously measures the distance from the surface of the coil to the center. The thickness of the coil reduces due to the unwinding which is measured using the increase in distance from the coil surface to the sensor. Using the coil thickness, the material length can be recalculated using specific algorithms.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Coil diameter
Rolled strips in the metal industry are wound on coils for transport. For the later processing when the coils are unwound, it is important to know how much material has already been unrolled. This task is simple to solve by using an optoNCDT ILR optical length sensor. It continuously measures onto the surface of the coil and thus records the diameter. The diameter of the coil reduces due to the unwinding which is measured using the increase in distance from the coil surface to the sensor. Using the coil thickness, the material length can be recalculated using specific algorithms.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Diameter - radial/axial runout - measurement at disk motors
The production of disk motors has to meet the highest mechanical accuracy requirements. In order to ensure perfect functioning of the disk drives the drive units are measured and evaluated with respect to diameter, true running, and axial running. Since production specifications of < 5 μm have to be measured under nominal speed, a decision has been made to use the fast and high-resolution capaNCDT system. In this measurement two sensors with measurement range50 μm that are adapted to the flange geometry are of special importance.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Stainless steel tubes for catalyst production
Various shapes of catalysts require that the stainless steel casing has a precise dimensional stability. For round catalysts, stainless steel tubes are therefore subjected to a diameter check in a special measuring system. A confocal sensor measures the distance to the tube, which is rotated through 360°. The outer diameter, the minimum circumscribed circle, and the maximum inscribed circle are directly determined by software calculations. The sensor moves in a horizontal direction, depending on the size of the catalyst.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Extruder bore diameter
The idiamCONTROL system has been developed for checking the wear of extruder bores. The measuring cylinder is inserted in the case bore and pushed as far as the upper end. During retraction of the cylinder, several capacitive sensors measure the case diameter on several tracks. Specially for double worm extruders, the measuring cylinder has two metal pins which run along the saddle of both bores and in this way prevent rotation of the cylinder.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Rebound behavior of the felt
In paper production the paper band is transported over a felt conveyer from the screen station to the pressing station. This felt removes the residual moisture from the paper. For water separation the felt passes a defined gap between the central and the suction roller. The wear and the rebound behavior of the felt determine the hygroscopy and are thus of decisive importance for the paper quality. Laser-optical position measuring systems monitor the wear at a guide roller. Measuring with two sensors compensates the ovality / stroke of the guide roller. The result of the measurement is the effective thickness of the felt. If the measured value falls below the specified limits of wear, the production can be stopped and the felt can be replaced. Because of the difficult environmental conditions the sensors are installed in a protective housing.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Bearing shell detection in automotive manufacturing
The presence of the bearing shells is checked automatically for all bearing caps before the assembly of the engines at the Swedish automotive manufacturer, Volvo. The bearing caps are kept in the light band of an optical micrometer by robots. As the bearing shells and the bearing caps cover a part of the light band, a reliable OK/NOK inspection can be performed.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Diameter of a pulley
Diameter and concentricity are crucial factors for a long service life, due to the high rotational speeds achieved by pulleys. These parameters are evaluated on a special test bed, using four optoCONTROL digital micrometres. Two sensors on each level detect the outside diameter of the disc.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Acquisition of the internal diameter of tubes
An important criterion for the quality or the wear of tubes in industrial applications is the dimensional conformance of the internal diameter over the complete length. Where high demands are made on accuracy, a quick and reliable recording of the data must be ensured, because, for example, wear measurements must be carried out in the chemical industry on pipes which are already installed, i.e. with the plant shut down. Two pairs of sensors record two tracks offset by 90° in one measurement step.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Quality control of medical tablet stamps and dies
According to ISO 18084:2011, the press tools for the tablet production are subject to a continuous quality control. Due to complex geometry and a strongly reflecting surface, automatic inspection of stamps and dies has been difficult. Only the use of a confocal sensor (confocalDT 2451) and an optical micrometer (optoCONTROL 2600) together with a precise movement with 5 degrees of freedom enabled the development of »Ti-1«. Ti-1 is a complex measurement system equipped with a USB interface and special software for the geometric and visual inspection of tools.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Drive controller in precision respooling machines
Laser distance sensors from Micro-Epsilon are used for the respooling machines of the MEMA company from Menden. They continuously measure the diameter of coils there. Finished coils for the merging of several coils are produced from ring-shaped metal bands in this system. In doing so, the diameter is crucial for the constant band tension.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Underwater Measurement of axial movement and shaft play
The functional safety of systems of special economic importance often depends on the perfect operation of delivery devices (pumps). Increased radial shaftwhirl, or an axial shift due to termal expansion, are first signs of possible malfunctions. Measuring axial movement and shaft play will reduce downtimes of the system and minimise repair costs. For underwater measurement a pressureproof eddy-current position sensor, which has been developed from the standard type U3 with certain adaptations is used. The sensor still has its high basic accuracy, and procuring spare parts is no problem at all. The use of potentiometers with readable setting ensures that the sensor can be easily and quickly adapted to different shaft materials (ferromagnetic or non-ferromagnetic).
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Non-contacting roundness measurement for rollers
In the production of tapes and foils the high speeds of up to 2700 m/min that are used today lead to an increased vibration tendency in the roller stands. Even smallest μm-range irregularities in the rolling contour lead to cross-grooves on the rolled material and thus clearly reduce the quality of the product. For quality assurance a highprecision roundness measuring system for rollers is required, in which an eddy-current sensor measures the surface contour of the roller. Ambient conditions like dust or oil must not affect the measurements. With computer support the angular position of roundness errors and the accumulation and periodicity of circularity errors can be documented.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Roller runout
The runout of the roller is a crucial criterion for rolling processes of metals, plastics or other materials. An imbalance is even dangerous for rollers which have to rotate at high speeds. Therefore, the roundness of the roller must be measured before and also during the application. For all the following processes, a sensor measures the roller directly and establishes the ovality. The non-contact eddy current method is used for rollers made of polished metal. Capacitive or laser triangulation sensors are used for rollers made of other materials.
Sensor technology applied
|
|
__________________________________________________________________________________________________________ |
Washing machine displacement
Using an inductive displacement sensor, the displacement of the suds container during filling and the spinning stage can be calculated. The correct quantity of detergent can be calculated with the data obtained in this way. The speed for the spinning process is adapted in accordance with the displacement. The sensor is integrated in a friction damper using the measurement reducing VIP principle.
Sensor technology applied
|
|
|
|
|
|