In order to use the scanCONTROL sensors under harsh conditions and in high, ambient temperatures, Micro-Epsilon developed special protection and cooling housings.
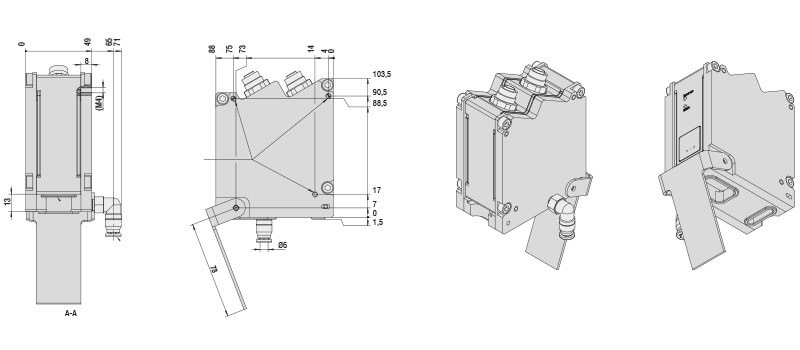
The protection housing with blow-out system is suitable for all scanCONTROL 26xx/29xx sensors with measuring ranges of 25, 50 and 100mm. It protects the sensor from mechanical damage and is used when the scanner is applied under extremely harsh conditions. If the integrated blow-out system is fed with compressed air, dirt such as dust or chipping are removed and cleaning intervals are extended. The protective window can be easily replaced at low cost.
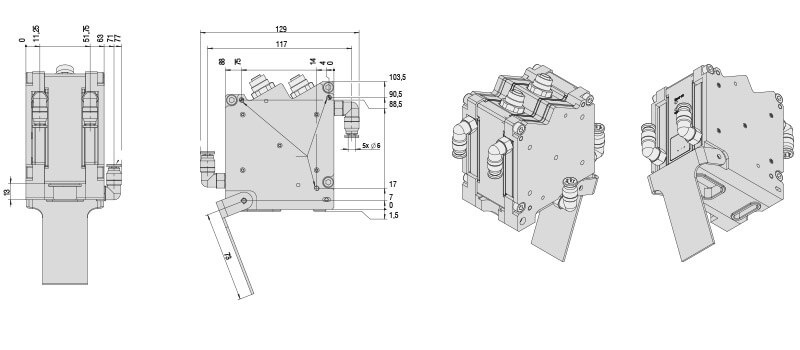
Protection housing with blow-out system and water cooling
The protection housing with blow-out system and water cooling is suitable for all scanCONTROL 26xx / 29xx sensors with measuring ranges of 25, 50 and 100mm. This model protects the sensor from mechanical damages but also from high ambient temperatures due to cooling liquid in the cooling loops which are integrated in the housing side parts. On the other hand, the sensor can be heated using a warm medium in case of low outdoor temperatures. The blow-out system removes foreign bodies from the scanner with compressed air. If necessary, the protective window can be easily replaced with little effort.
Measurement value evaluation
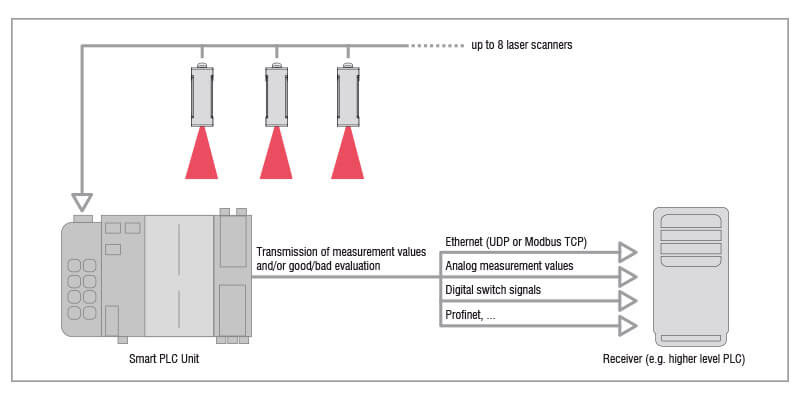
Comprehensive, flexible evaluation of measured values from several sensors using scanCONTROL Smart PLC Unit.
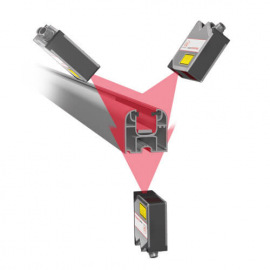
Sometimes the results of only one sensor are not sufficient for the evaluation and measurement of a component. Then the values of several sensors have to be combined and calculated together. It is also possible that subsequent calculations have to be carried out.
These specials tasks can be solved using the scanCONTROL SMART PLC Unit which is a compact, powerful control system with flexible programming. Tailored to the customers’ requirements, Micro-Epsilon engineers configure or program the required settings and make sure that the user obtains the desired results.
The scanCONTROL SMART PLC Unit operates with scanCONTROL SMART but is also able to receive signals from other sensors and devices.
Up to 8 sensors
Tailored to customers’ requirements
Optional visualization (customer-specific design)
Data transmission to higher-level control via different protocols
Output of measured values
The scanCONTROL Gateway and the scanCONTROL Output Unit enable to transmit the measurement values from scanCONTROL SMART via different interfaces.
Each scanCONTROL Gateway can be connected with up to 4 sensors. It communicates with the scanCONTROL SMART sensor via Ethernet Modbus. The resultant values are then converted to Profinet, EtherCAT or Ethernet/IP. The customer carries out the parameter set up with a detailed instruction manual.
scanCONTROL Output Unit
The scanCONTROL SMART sensors directly communicate with the Output Unit via the Modbus interface which converts the measured values into analog current or voltage signals or digital switch signals (OK/NOK evaluation). The system consists of a base (fieldbus coupler with filter module and end terminal) and one or two (analog + digital) output terminals.
The following output terminals are available:
Digital - 8 channels: positive or negative switching
Analog - 4 channels: ±10V, 0-10V, 0-20mA or 4-20mA
White light interferometer for absolute distance measurement with subnanometer accuracyProduct Technology
The new white light interferometer IMS5600-DS is used for distance measurements with highest precision. The controller offers a special calibration with intelligent evaluation and enables absolute measurements with subnanometer resolution. The interferometer is used for measurement tasks with the highest accuracy requirements, e.g., in electronics and semiconductor production.
Characteristics
Distance measurement with subnanometer precision
Best-in-Class: Resolution < 30 picometers
Absolute measurement, suitable for step profiles
Compact and robust sensors with large offset distance
Measuring rate up to 6 kHz for high speed measurements
Ethernet, EtherCAT, RS422
Easy configuration via web interface
Sensors and cables suitable for vacuum
Absolute distance measurement with large measuring range and offset distance
The IMS5600-DS is used for high-precision displacement and distance measurements. The system provides absolute measurement values and can therefore also be used for distance measurement of step profiles. Thanks to the absolute measurement, steps are sampled with high signal stability. When measuring on moving objects, the differences in height of heels, steps and depressions can thus be reliably detected. The measuring system offers sub-nanometer resolution with a large offset distance in relation to the measuring range.
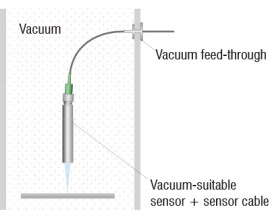
Designed for high-resolution distance measurements in vacuum
IMS5600-DS interferometers can be used for measurement tasks in vacuum environments and clean rooms where the interferometers achieve a resolution in the subnanometer range. For vacuum applications, Micro-Epsilon offers special sensors, cables and feed-through accessories. These sensors and cables are particle-free to a high degree and can be used from clean rooms to UHV.
Stable distance measurements with highest precision
The controller can be installed in the control cabinet via DIN rail mounting and provides very stable measurement results thanks to active temperature compensation and passive cooling. These compact sensors are extremely space-saving and have highly flexible fiber optic cables. Cable lengths up to 10 m allow a spatial separation of sensor and controller. The sensor can be aligned easily and quickly due to the integrated pilot laser. Commissioning and parameterization are conveniently performed via web interface and do not require any software installation.
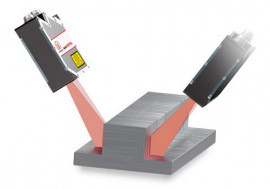
Measurement on multiple surfaces
The interferometric measuring method allows measurements on numerous surfaces. This enables high-precision distance measurements on reflecting metals, plastics and glass.
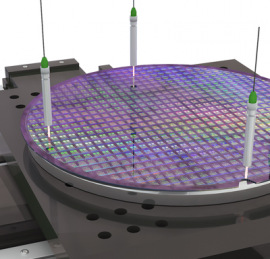
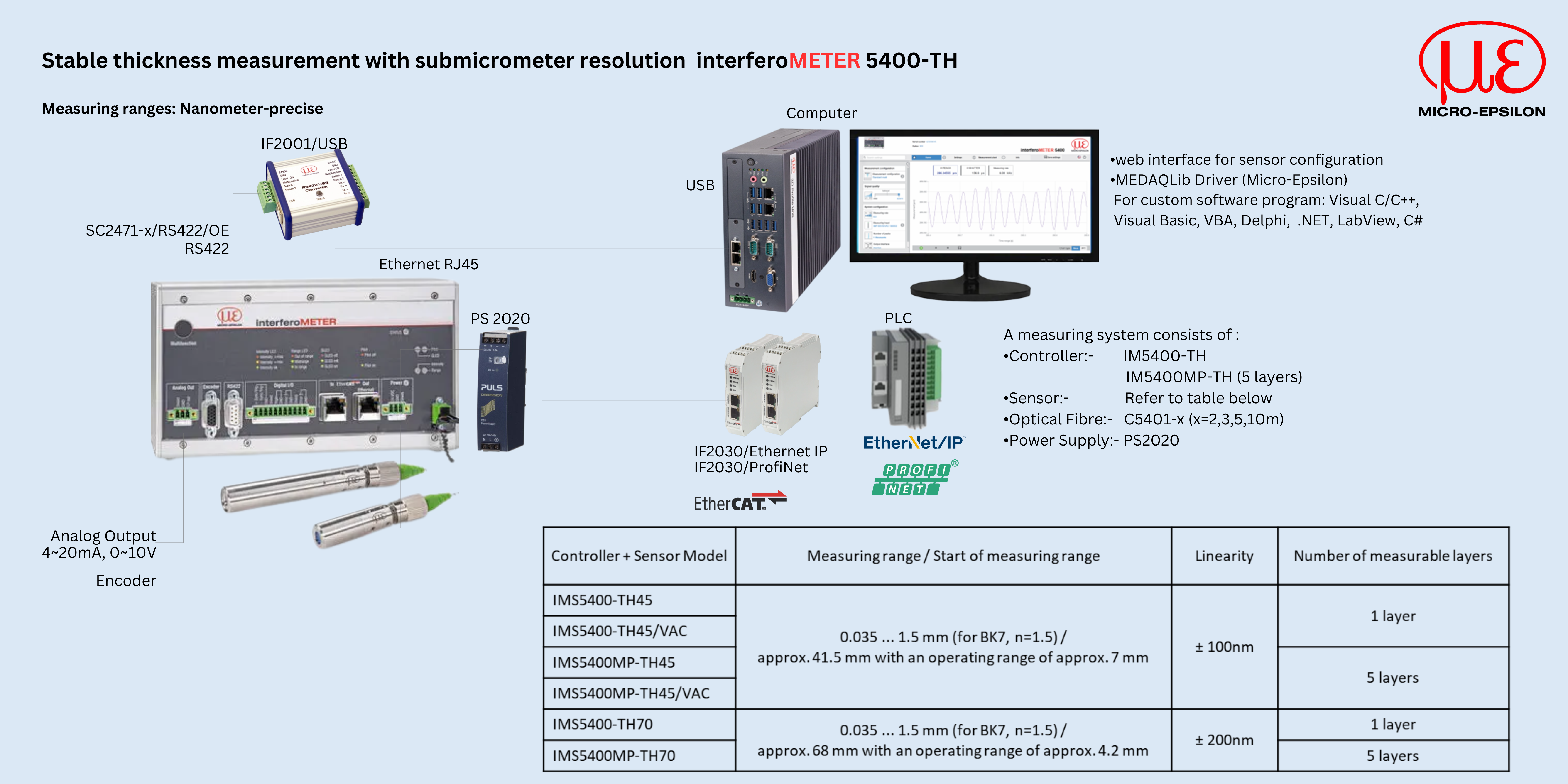
White light interferometer for stable thickness measurement with submicron accuracyProduct Technology
The new IMS5400-TH white light interferometer opens up new perspectives in industrial thickness measurement. The controller offers an intelligent evaluation feature and enables the thickness measurement of transparent objects with highest precision.
Characteristics
Nanometer-precise thickness measurements even with varying distances and vibrating targets
Stable measurement from a large distance, even of antireflection-coated targets
Industry optimized sensors with robust metal housing and flexible cables
Measuring rate up to 6 kHz for high speed measurements
Ethernet, EtherCAT, RS422
Easy configuration via web interface
Stable thickness measurement with varying measurement distances
The IMS5400-TH white light interferometer is used for highly accurate thickness measurements from a relatively large distance. A decisive advantage here is the distance-independent measurement, where a nanometer-accurate thickness value is achieved even with moving objects. The large thickness measuring range allows the measurement of thin layers, flat glass and films. Since the white light interferometer works with an SLED in the near infrared range, thickness measurement of anti-reflective coated glass is also possible.
Thickness measuring ranges Air gap measurement (with refractive index ~1) 50 µm to 2.1 mm Glass thickness measurement (with refractive index ~1.5) 35 µm to 1.4 mm
Ideal for industrial environments
Robust sensors and a controller in a metal housing make the system ideally suitable for integration into production lines. The controller can be installed in the control cabinet via DIN rail mounting and provides very stable measurement results due to active temperature compensation and passive cooling. These compact sensors are extremely space-saving and have highly flexible fiber optic cables. Cable lengths up to 10 m allow a spatial separation of sensor and controller. The sensor can be aligned easily and quickly using the integrated pilot laser. Commissioning and parameterization are conveniently performed via web interface and do not require any software installation.