Rotation speed sensors are used to monitor, regulate and control mechanical drive systems and play a major role when it comes to protecting elements of a rotational system (e.g., in the engine, drive) from mechanical overload. Micro-Epsilon offers two sensor systems for rotation speed measurement. The capaNCDT CST6110 is a universal rotation speed sensor for counting tasks and rotation speed applications of any type. Moreover, the turboSPEED DZ140 measuring system is specifically designed for the detection of turbocharger rotation speeds.
Characteristics
Precise rotation speed measurement in industrial environments
1 ... 400,000 rpm
Material-independent measurements
High interference immunity, reliability and accuracy
Easy integration due to compact sensor size
Special rotation speed measuring system for turbochargers
How do non-contact rotation speed sensors work?
Non-contact rotation speed sensors from Micro-Epsilon use two different measuring techniques for rotation speed measurement. The CST6110 rotation speed sensor is based on the capacitive measuring principle while the inductive measuring principle is used for turbocharger rotation speed measurement using the DZ140. Both measuring techniques impress with their high signal stability and interference immunity. Unlike optical measuring procedures, rotation speed sensors from Micro-Epsilon are insensitive to dust and dirt.
Universal rotation speed measurement
The capaNCDT CST6110 capacitive rotation speed sensor is designed for industrial counting tasks and rotational speed applications. Regardless of the material, the sensor detects blades, gear wheels, nubs and similar objects with the highest precision. The measuring range is 1 to 400,000 rpm. Rotation output is performed from the first detection which means no system run up is required. The robust IP67 controller and a compact sensor design make the rotation speed sensor ideal for confined installation environments.
Turbocharger speed sensors
The inductive turboSPEED DZ140 sensor system is specially designed for engine compartment and turbocharger speed measurements. The controller is integrated in an IP65-protected miniature housing intended for operating temperatures up to 115 °C. The sensor resists temperatures up to 285 °C. Therefore, the robust miniature measuring system can be easily installed in the engine compartment. The inductive DZ140 measuring principle offers excellent interference resistance for increased EMC requirements, as well as in test cells and on-road testing, while providing precise measurement results in the range of 200 rpm to 400,000 rpm.
Rotational speed sensors for industrial measurement tasks
Quality of surfaces is an important criteria for customers. Deviations impair the overall impression and must be recognized early, or ideally, avoided. The surfaceCONTROL and reflectCONTROL inspection systems from Micro-Epsilon are intended for mat and shiny surfaces respectively. Depending on their area of use, different models are available from inline to robotic.
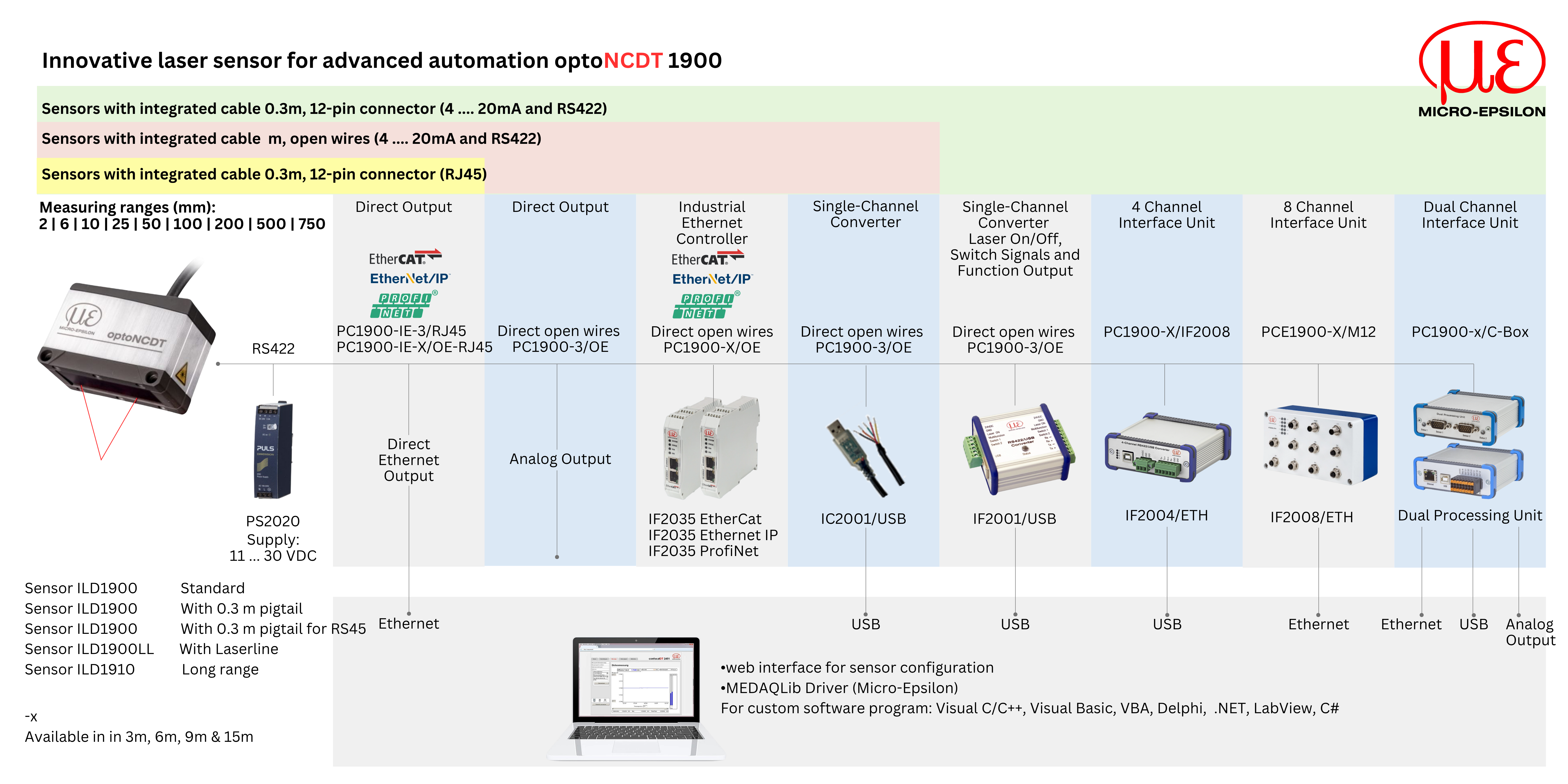
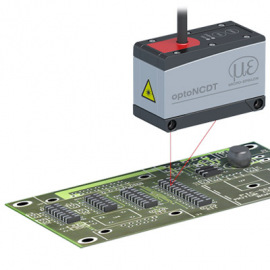
The optoNCDT 1900 offers a unique combination of speed, size, performance and application versatility for displacement, distance and position measurements. This compact triangulation sensor achieves a high measurement accuracy and measuring rates of up to 10 kHz. The high-performance optical system generates a small light spot which enables to even detect the finest of details and structures reliably.
Characteristics
Measuring ranges (mm): 10 | 25 | 50
Linearity from 2 µm
Adjustable measuring rate up to 10 kHz
Analog and digital outputs
Compact size with integrated electronics
Advanced Surface Compensation for fast adaption to changing surfaces
Predefined and individual presets in web interface
Next-generation laser sensors
The optoNCDT 1900 is the latest model of Micro-Epsilon laser sensors. This innovative sensor is used for dynamic displacement, distance and position measurements and impresses with high speed, design and accuracy. The integrated high-performance controller enables fast and highly precise processing and output of measurement values. The innovative optoNCDT 1900 laser triangulation sensor is used whenever maximum precision is combined with the latest technology, e.g., in Advanced Automation, the automotive industry, 3D printing and coordinate measuring machines.
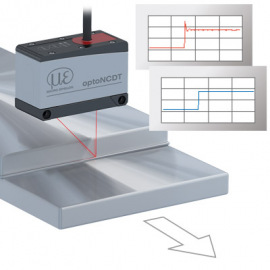
Highest stability based on intelligent signal optimization
For the first time, a two-step measurement value averaging is available to optimize the signal. This enables a smooth signal at edges and steps. Especially for high speed measurements of moving parts, the high-performance averaging enables a precise signal course.
Advanced Surface Compensation - The intelligent exposure control for demanding surfaces
The optoNCDT 1900 is equipped with an intelligent surface control feature. New algorithms enable stable measurement results even on demanding surfaces presenting changing reflections. In addition, the sensor is extremely resistant to ambient light and can also be used in strongly illuminated environments. New algorithms compensate for ambient light up to 50,000 lux.
Simple installation and initial operation
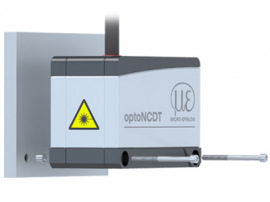
Mounting the sensor using fitting sleeves automatically aligns the sensor in the correct position. This enables both easy sensor replacement and even higher precision in solving measurement tasks. Thanks to its small dimensions, the laser sensor can also be integrated in confined spaces.
Modern interfaces for integration into machines and systems
The laser sensor is equipped with an RS422 interface and analog outputs. The Micro-Epsilon interface modules also offer EtherNet/IP and PROFINET.
Non-contact, inductive displacement sensors from Micro-Epsilon operate according to the eddy current measuring principle. Unlike conventional, inductive displacement sensors, they measure on ferromagnetic and non-ferromagnetic materials providing high accuracy, frequency response and temperature stability. Due to their immunity to oil, dirt, pressure and temperature, these inductive eddy current sensors are primarily used for integration in machines and facilities.
Characteristics
Ideal for integration into plant and machinery
Easy integration with modern fieldbus connection and smart signal processing
Combination of resolution, linearity and temperature stability sets new standards
Wide range of applications with numerous sensor models
Maximum ease of use and intuitive configuration via web interface
DT3060
DT3061
DT3070
DT3071
Sensors with measuring ranges ≥1 mm
Sensors with measuring ranges <1 mm
3-point calibration
5-point calibration
3-point calibration
5-point calibration
-
Switching and temperature outputs
-
Switching and temperature outputs
-
Storage of multiple characteristics
-
Storage of multiple characteristics
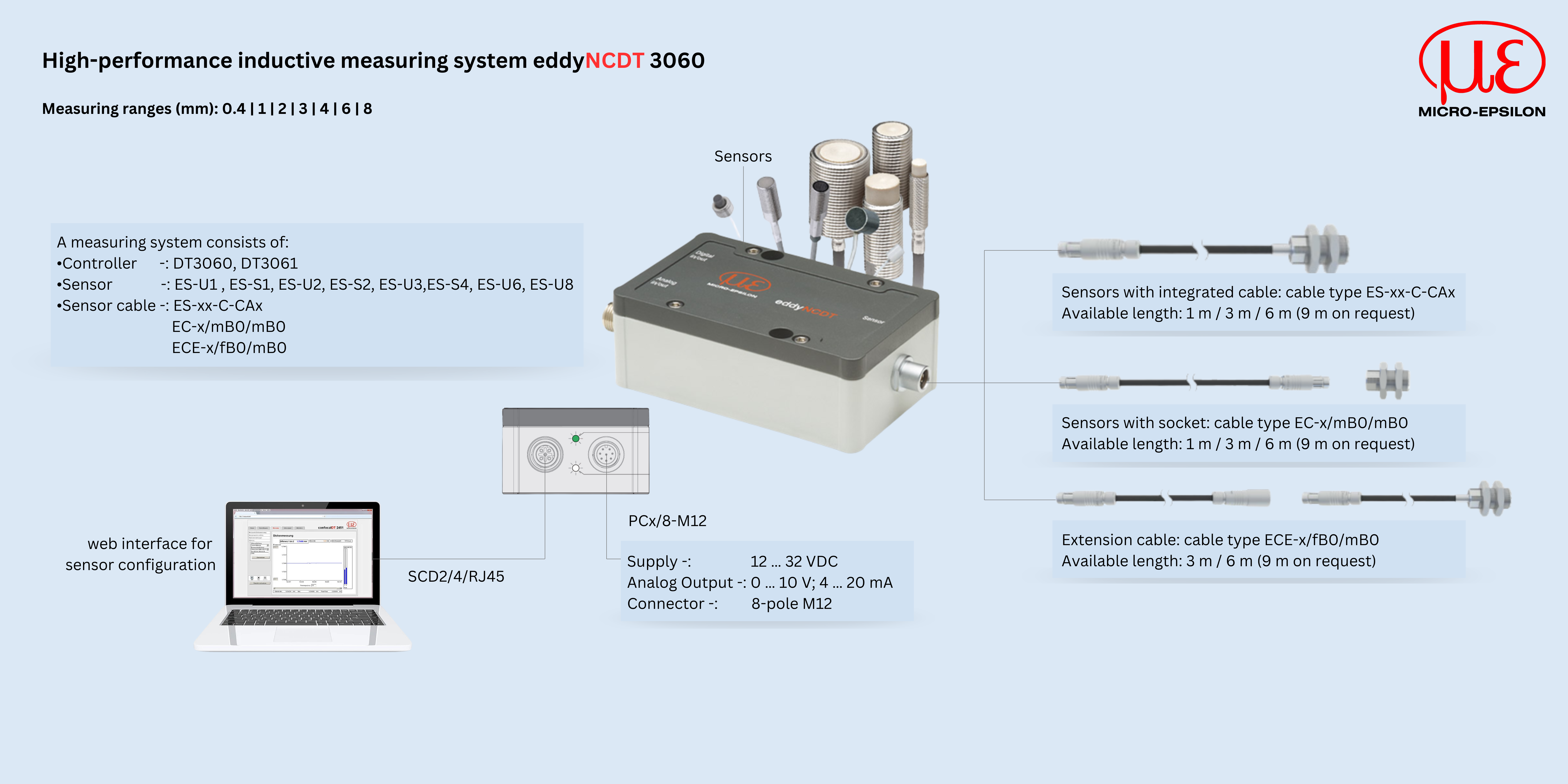
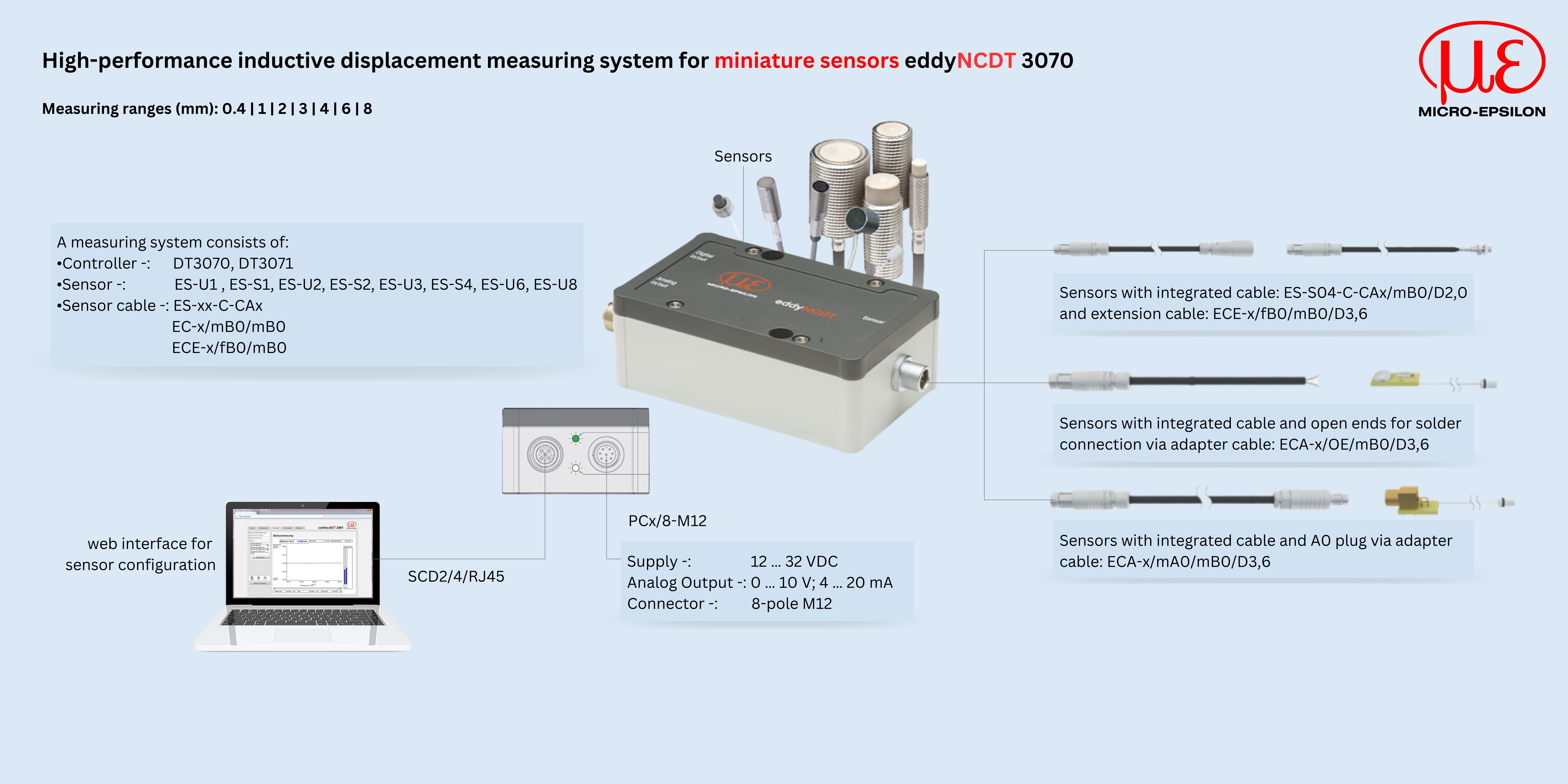
Performance and universality for industrial use
The new, powerful & inductive eddyNCDT 3060/3070 measuring systems are ideal for fast and precise displacement measurements. Equipped with a compact controller, a sensor and an integrated cable, these systems are factory-calibrated either for ferromagnetic or non-ferromagnetic materials. With numerous sensor models, high speed and smart signal processing, they define a new performance class in inductive displacement measurement.
Ideal for integration into plant and machinery
As sensor and controller are temperature-compensated, very high measurement accuracies can be achieved even in fluctuating temperatures. The sensors are designed for ambient temperatures up to a maximum of +200°C and an ambient pressure up to 700 bar.
New benchmark in controller technology
The industrial-grade M12 Ethernet interface enables a modern fieldbus connection. Configurable analog outputs enable to output the measured values as voltage or current. When connecting a PC via the Ethernet interface, a modern web interface can be accessed without any further installation and enables the software setting of sensor and controller.
Maximum performance with eddyNCDT 3061/3071
The DT3061/3071 controllers provides enhanced features such as 5-point calibration, switching and temperature outputs, as well as storage of multiple characteristic curves. As eddyNCDT 3060/3070 systems are equipped with an innovative frequency separation feature, no synchronization is necessary with multi-channel measurements.








 Precise rotation speed measurement in industrial environments
Precise rotation speed measurement in industrial environments