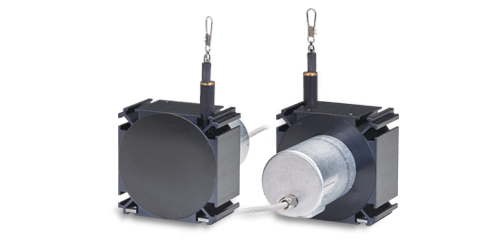
Draw-wire sensors of the P series are designed for industrial measurement tasks. A compact and robust aluminum housing protects the sensor from mechanical damage. As well as analog versions with potentiometer, current or voltage output, digital versions with incremental or absolute encoders are available, providing measuring ranges up to 50m.
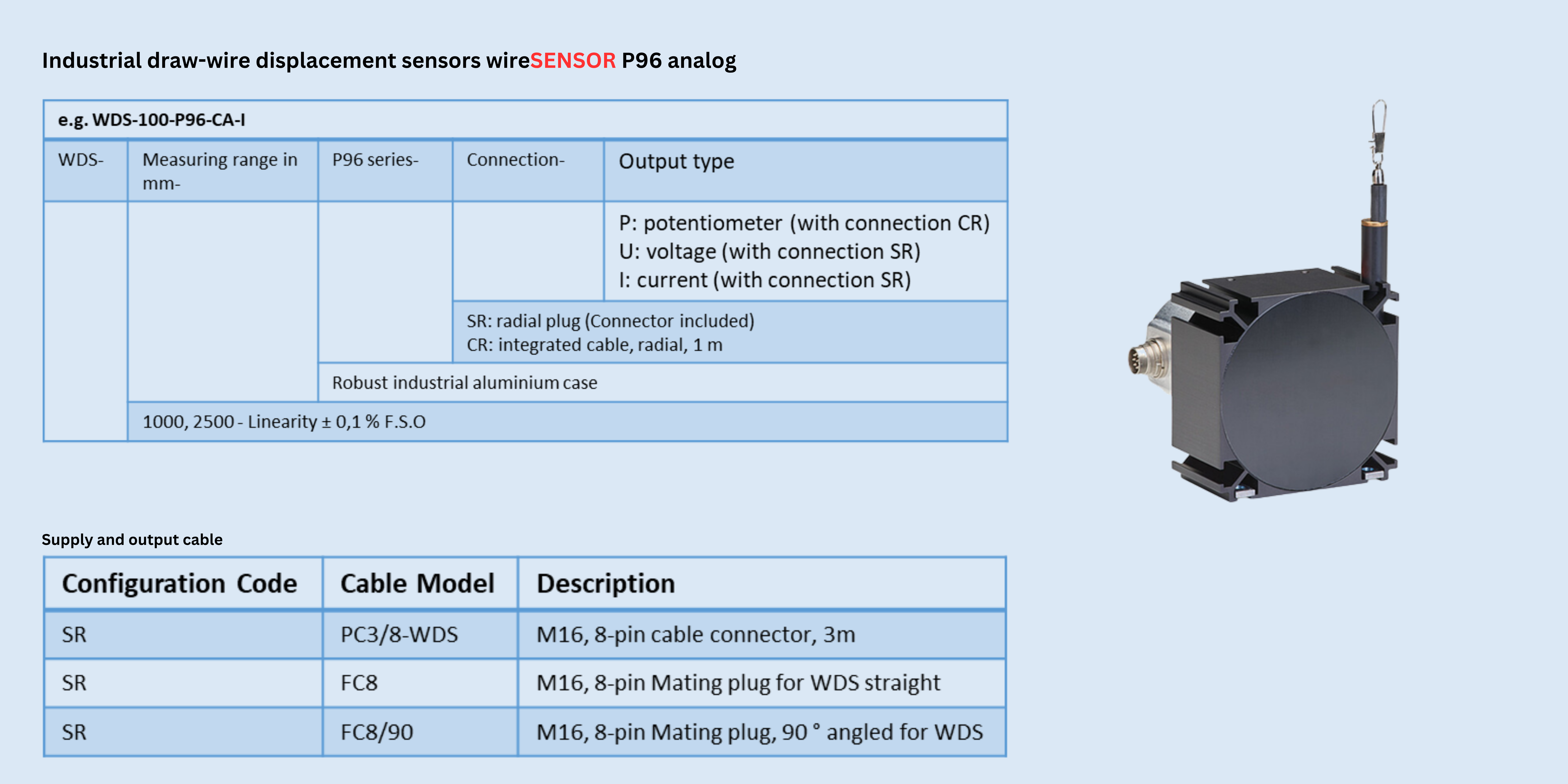
Industrial draw-wire sensors – wireSENSOR WDS-P96 analog
Draw wire sensors of the P96 Series are designed for general use. Numerous options enable a suitable sensor to be selected for almost any application. Various analog outputs and measuring ranges make many applications possible.
Draw-wire sensors of the P series are designed for industrial measurement tasks. A compact and robust aluminum housing protects the sensor from mechanical damage. As well as analog versions with potentiometer, current or voltage output, digital versions with incremental or absolute encoders are available, providing measuring ranges up to 50m.
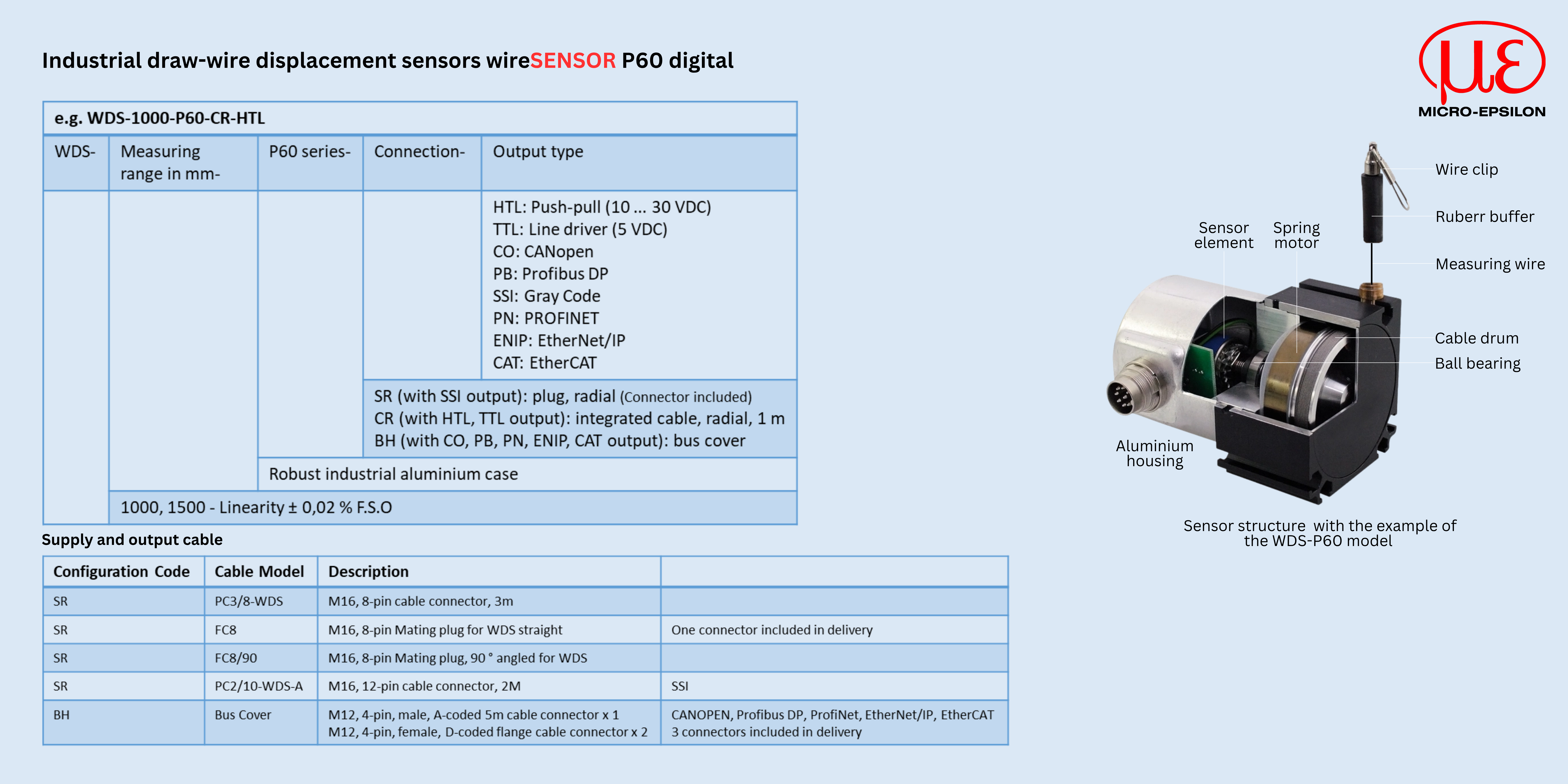
Industrial draw-wire sensors – wireSENSOR WDS-P60 digital
Draw wire sensors of the P60 Series are designed for general use. Numerous options enable a suitable sensor to be selected for almost any application. Various measuring ranges and digital output types facilitate fast integration for many application areas.
Draw-wire sensors of the P series are designed for industrial measurement tasks. A compact and robust aluminum housing protects the sensor from mechanical damage. As well as analog versions with potentiometer, current or voltage output, digital versions with incremental or absolute encoders are available, providing measuring ranges up to 50m.
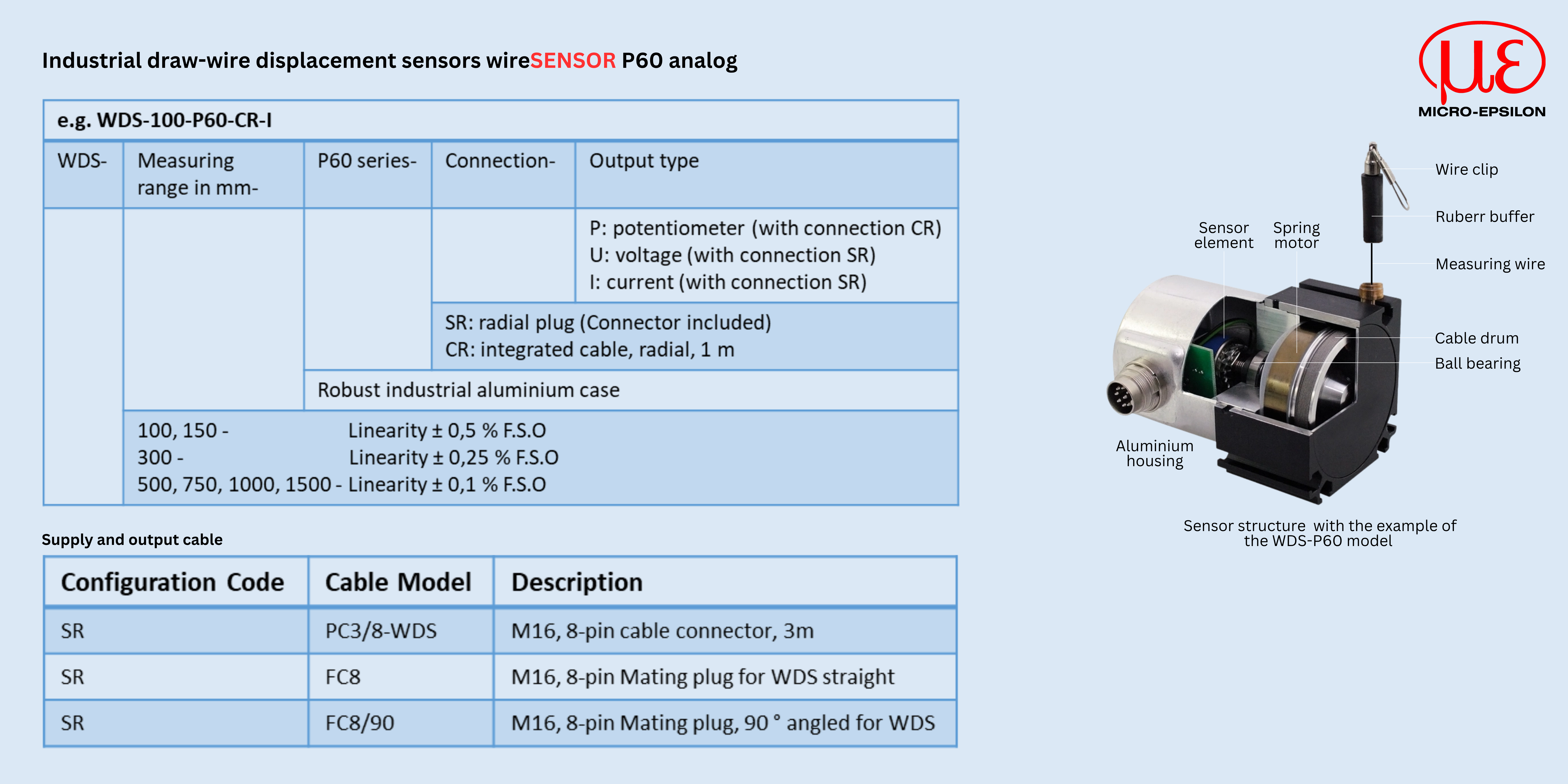
Industrial draw-wire sensors – wireSENSOR WDS-P60 analog
Draw wire sensors of the P60 Series are designed for general use. Numerous options enable a suitable sensor to be selected for almost any application. Various analog outputs and measuring ranges make many applications possible.
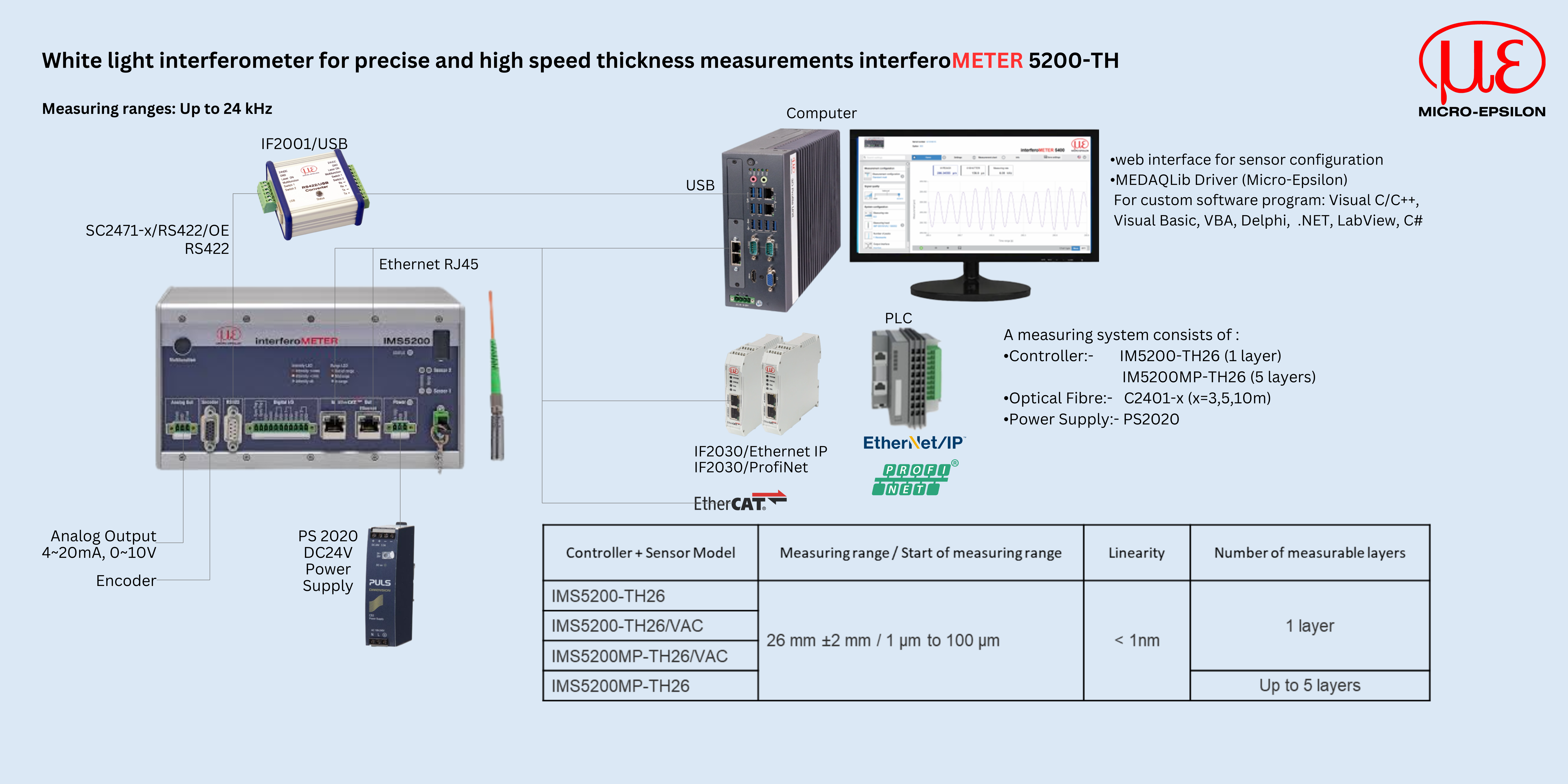
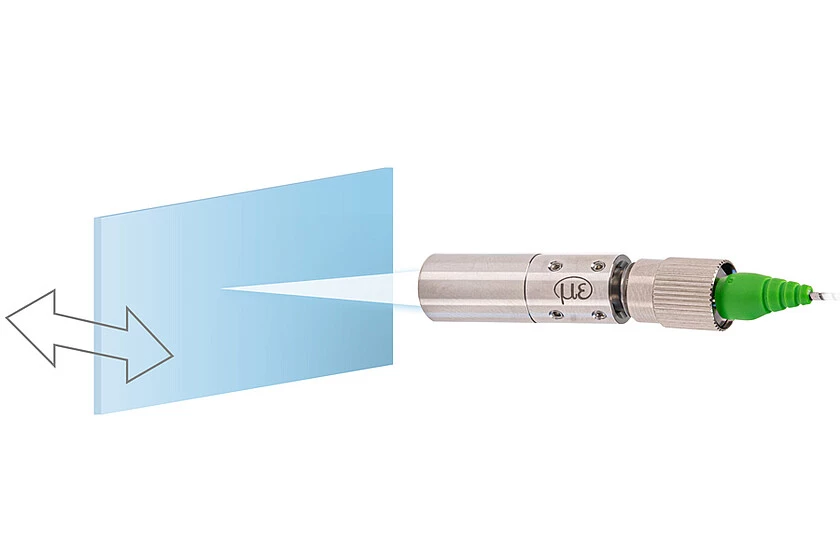
The new IMS5200-TH white light interferometer opens up new possibilities for fast and reliable thickness measurements. The controller features intelligent evaluation and enables precise thickness measurement of transparent layers as thin as 1 µm. Their high measuring rate up to 24 kHz makes the IMS5200 models ideal for industrial use. Nanometer accuracy for layers as thin as 1 µm.
Characteristics
Measuring rate up to 24 kHz for fast, stable measurements
Easy integration due to large operating range
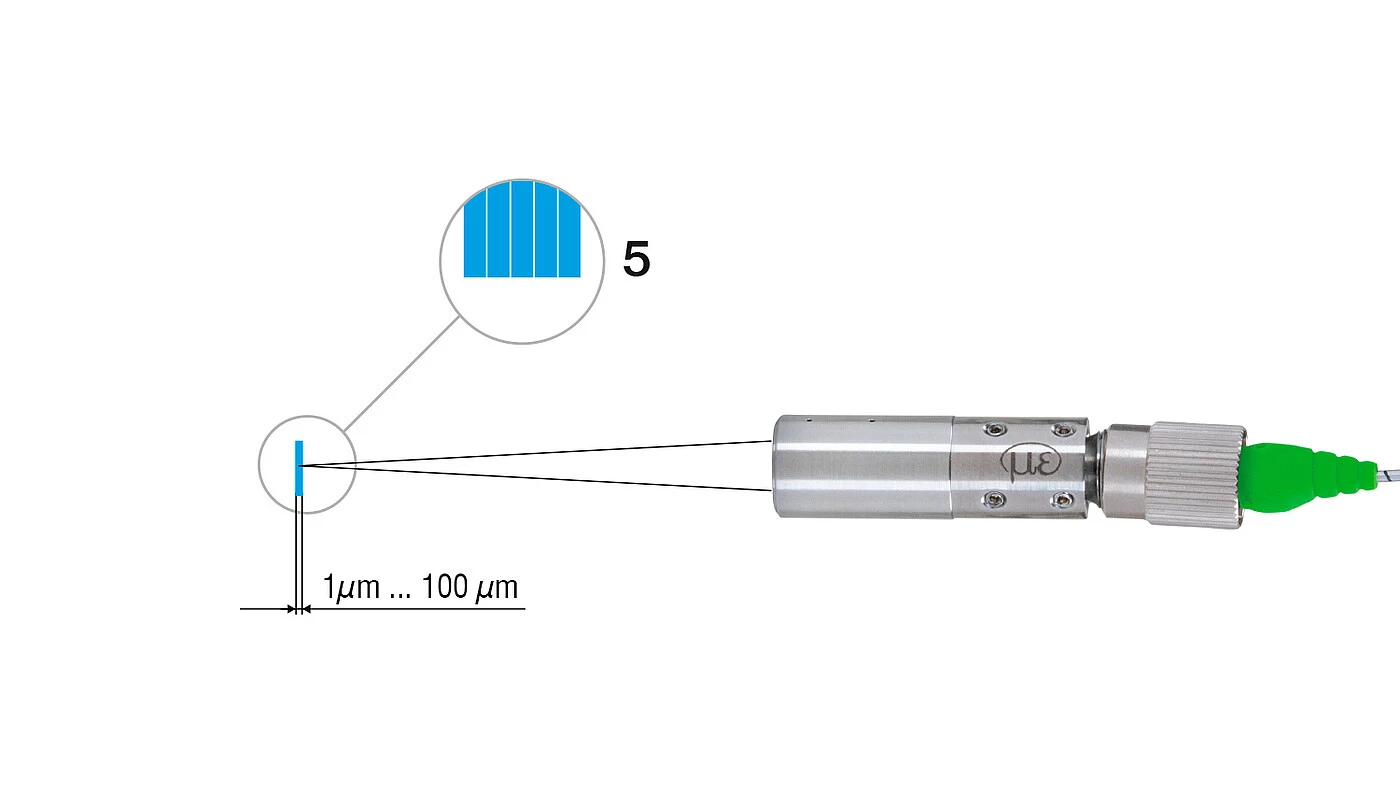
Precise coating thickness measurement: 1 µm to 100 µm
Multi-peak: multi-layer measurement up to 5 layers possible
Industry-optimized sensor with robust metal housing
Can be used in a vacuum
Simple configuration via web interface
For air gap measurement between two glass plates (n~1), the measuring range is 1.5 µm ... 150 µm. For glass thickness measurement (with refractive index ~1.5), it is 1 µm to 100 µm.
Reliable thickness measurement with varying measurement distances
The IMS5200-TH white light interferometer is used for high-precision thickness measurements. A decisive advantage here is the distance-independent measurement, where a nanometer-accurate thickness value is achieved even with moving objects. The measuring range of 1 to 100 µm enables the measurement of thin transparent layers and films.
Multi-layer thickness measurement
With the multi-peak controller variant, several signal peaks can be evaluated simultaneously. This allows multi-layer thickness measurement of transparent objects and laminated glass. The controller outputs the thickness values with the highest stability regardless of their position.
Ideal for industrial environments
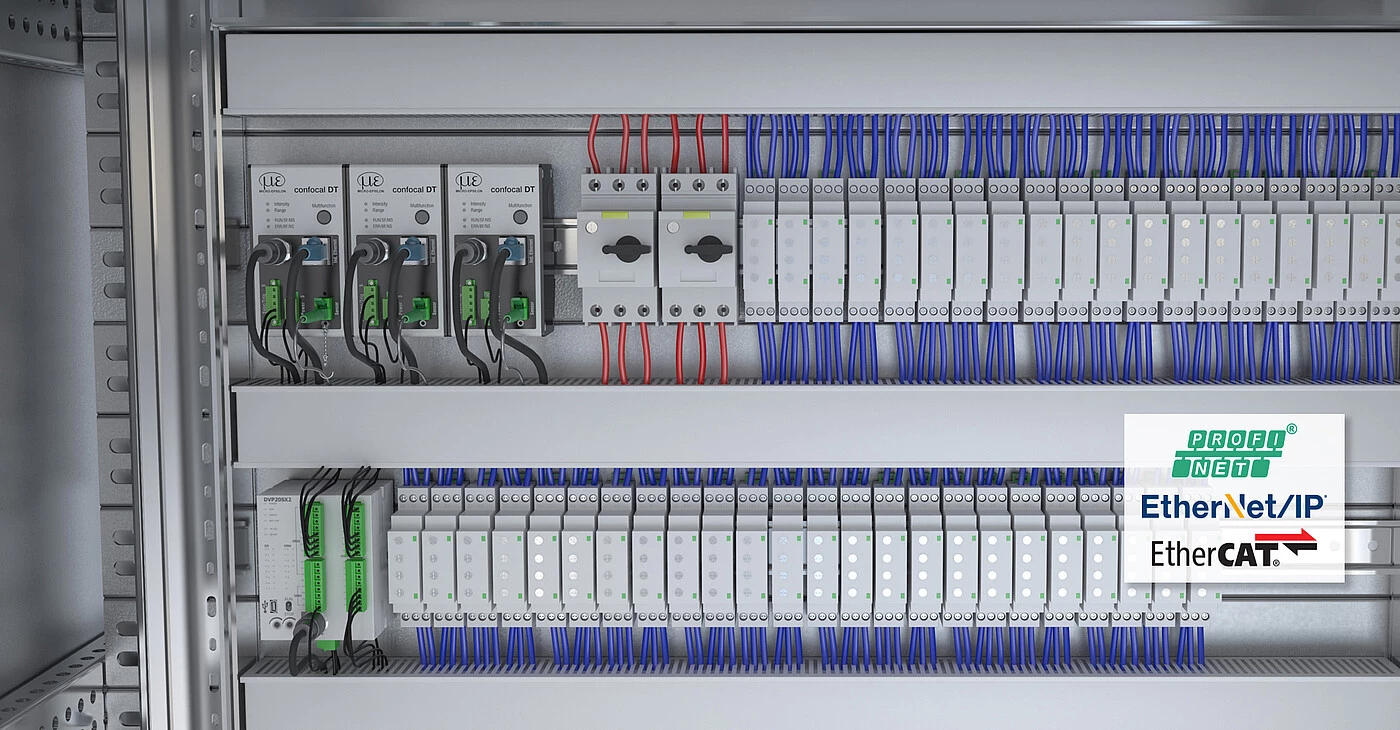
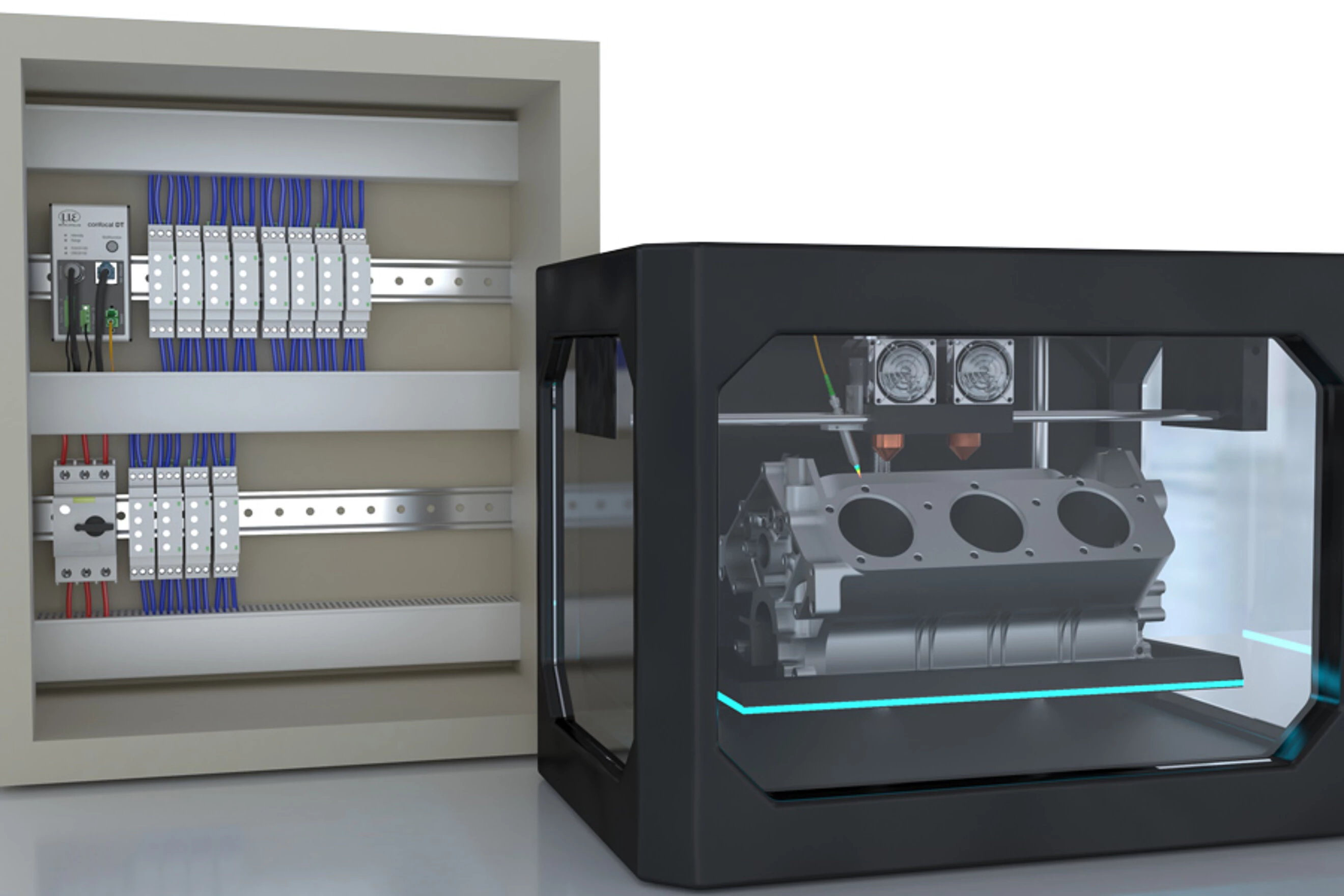
The robust sensor and the controller in a metal housing make the system ideally suitable for integration into production lines. With its compact design and large operating range, the sensor is easy to integrate. It provides stable measurement results even in vibrating environments. The controller can be installed in the control cabinet on a DIN rail. Cable lengths up to 10 m allow a spatial separation of sensor and controller. Commissioning and parameterization are conveniently performed via web interface and do not require any software installation.
High-performance confocal controllers for precise and fast measurement tasksProduct Technology
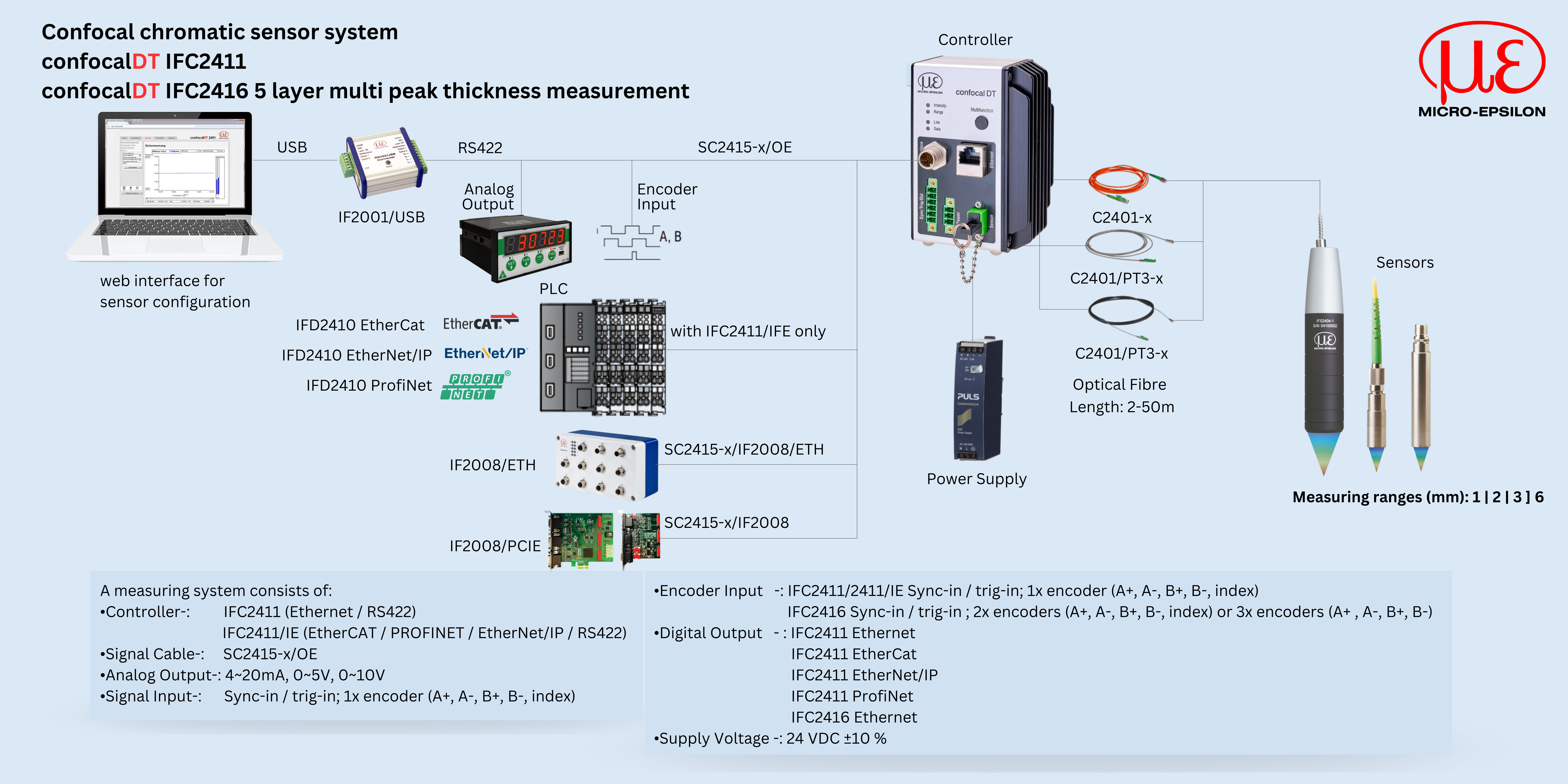
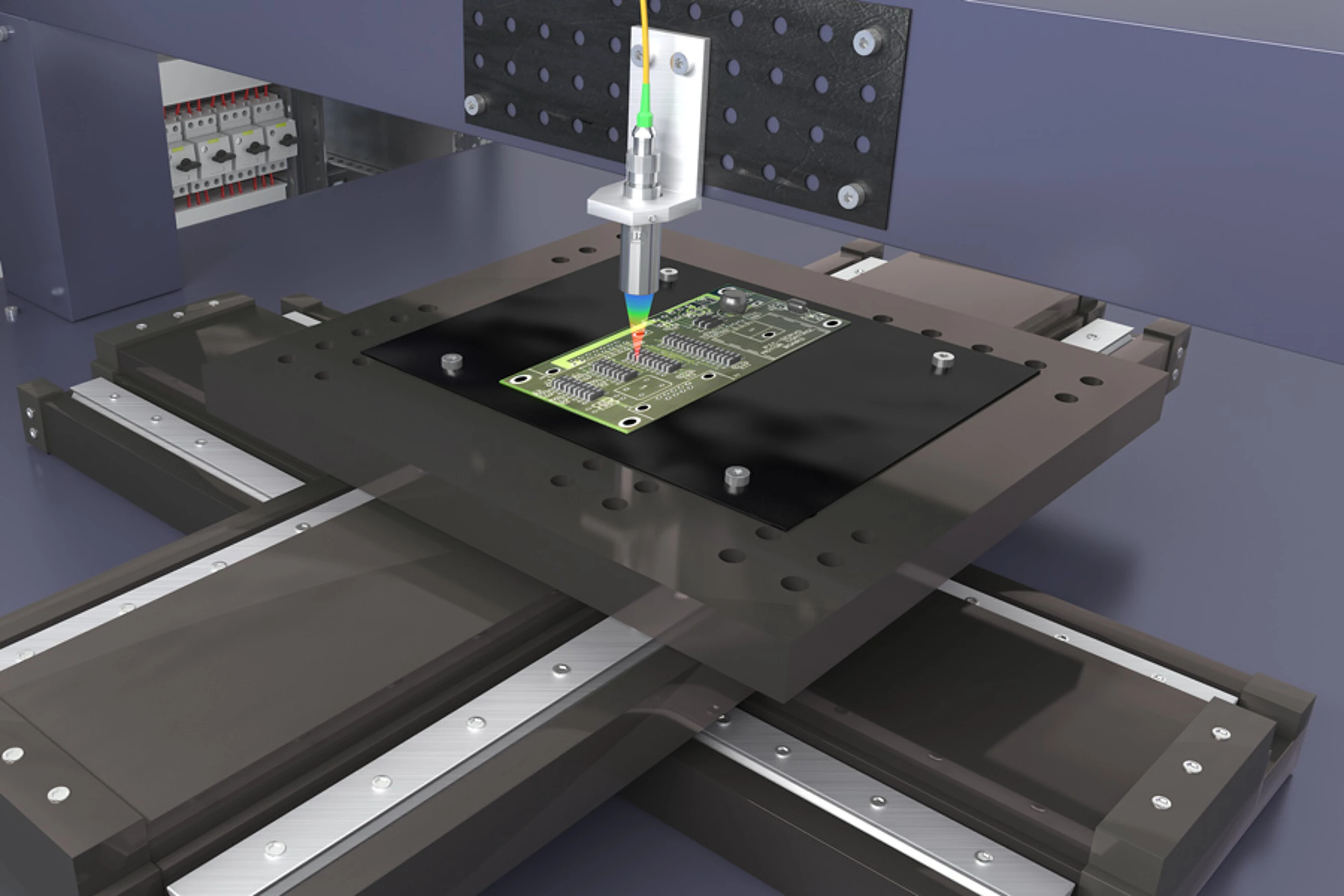
The IFC2416 controllers impress with a high measuring rate of 25 kHz and exceptional light intensity. This enables precise and stable measurements at high speed - even on challenging materials and surfaces. Their compact design makes them the ideal solution for high-resolution distance and thickness measurements in almost all industrial sectors - from production lines to semiconductor machine construction. Thanks to the multi-peak option, even up to 5 layers of transparent objects can be measured. But the focus is on versatility: The IFC2416 controller is compatible with a numerous sensors so that the measuring range, offset distance and special properties such as vacuum suitability, measuring angle or beam path can be flexibly adapted.
Characteristics
High-precision measurements with 2 nm resolution
Adjustable measuring rate up to 25 kHz for dynamic measurements
Small controller design
IP40 aluminum housing
Numerous interfaces for easy integration: Ethernet, RS422, Industrial Ethernet
Analog output (current & voltage)
2 or 3 encoder inputs and switching output
Compatible with all confocalDT sensors (measuring ranges from 0.1 to 30 mm)
Ideal for series applications and OEM
Developed for industry, OEM & automation
Equipped with various interfaces, the controller offers maximum flexibility for integration into machines and systems. Its robust IP40 aluminum housing ensures maximum protection even under harsh conditions, so that highest precision and signal stability can be achieved. The excellent price-performance ratio enables economical solutions from small to large series.
Smallest controller in the world
Its extremely compact and worldwide unique design allows for the controller to be easily integrated into existing installations and systems. The housing is up to 300% smaller than comparable controllers and extremely lightweight at 460 grams. It can be quickly mounted on a DIN rail and fits into even the smallest control cabinets.
Ease of use via web interface
Due to a user-friendly web interface, the entire configuration process is carried out without using any additional software. The web interface can be accessed via Ethernet and provides set up and configuration options. Materials are stored in an expandable materials database.








 Measurinig ranges (mm): 2,000 | 2,500
Measurinig ranges (mm): 2,000 | 2,500