










































Automotive production |
 Automotive production is automated to a high degree and therefore very closely connected with this field. Measurement technology is included in the machines and the production line in practically every production step. The requirements for high quality, production reliability and process stability require the use of precise and reliable sensors. |
Color recognition for seams in automotive interiors A well-known German car manufacturer relies on poka-yoke mechanisms for assembling interior components. The poka-yoke process prevents product defects due to random human errors and ensures that all parts are assembled correctly. However, similar types of component often have different colored seams, which is why error prevention is critical. Previously, these checks were performed manually - experts inspected the seams visually. Micro-Epsilon’s colorSENSOR LT-3-HE color sensors are now used to automate this process and to make it more efficient. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Color measurement of liquid paint Measuring the color of liquid paint is extremely complex. To date, paints have been typically applied on a test area first and then measured only after the drying process in order to achieve reliable measurement results. If the measurement results reveal that the paints are faulty, the paint containers must be mixed again or even disposed of which partly involves long waiting times until a new measurement process can be started. In order to accelerate this process, MicroEpsilon has developed a system that enables the measurement of liquid paint during the production process. This application therefore includes the colorCONTROL ACS7000 color spectrometer for color measurements and the optoNCDT 142050 laser triangulation sensor for distance measurements. The latter is ideally suited to this application due to its compact size and excellent performance. A linear unit offers automatic readjustments. Sensor technology applied |
| __________________________________________________________________________________________________________ |
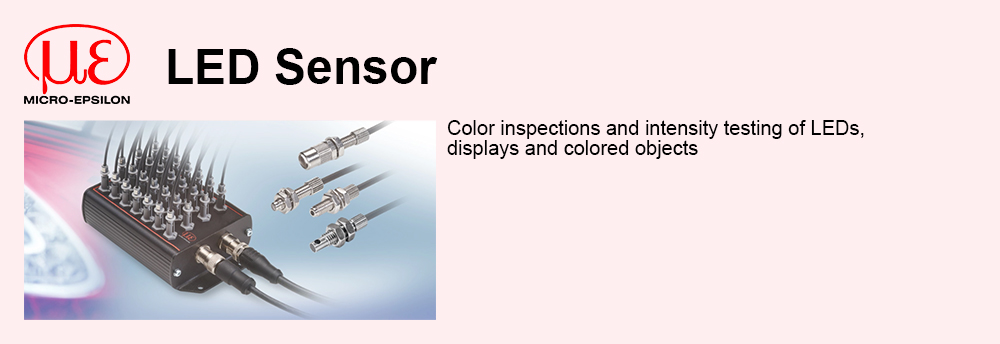
Color and intensity tests of vehicle lights At the end of their production process, vehicle lights must be 100% inspected. Color and intensity of the finished lights are the primary inspection criteria. Homogenous distribution of light should also be guaranteed with fluctuating LED batches. The LED colorCONTROL MFA Analyzer performs this color inspection. The lights are positioned via a corresponding form so that the optical fiber can test at different points simultaneously, which ensures that every single LED is controlled. State-of-the-art 3D printing technology enables the adaption to the vehicle light. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Color comparison between parking sensor and body shell Car attachments such as parking sensors are painted separately. However, during assembly there must be no difference in color between the parking sensor and the bumper, which means the two colors must be identical. The colorSENSOR LT-2-DU sensor from Micro-Epsilon enables a direct color comparison between the parking sensor and the rear bumper. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Inline burr measurement on sheet edges in body manufacture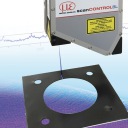 In order to avoid corrosion, continuous and error-free corrosion protection is a critical factor in the painting process. As the thickness of the applied painting on burrs can only be determined under challenging limitations, it is a decisive advantage that the burrs are recognized early in the production process before the corrosion protection and other paint layers are applied. In contrast to fixed solutions that enable a random test, Micro-Epsilon offers its scanCONTROL 2910-10/BL Plug & Play system which provides the required precision with its high point resolution of approx. 8µm along the laser line in order to recognize burrs reliably even during inline measurements. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Adhesive beading check on border strip Border strips are automatically adhered to glass by robots in vehicle production. This automatic process must be monitored as the application of uniform adhesive beading by the robot is not certain. The adhesive beading is checked immediately after the application by the same robot using a scanCONTROL 2810 for height, width and position. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Robot positioning for application of seals In order to permanently protect weld seams against the penetration of moisture, BMW AG’s Leipzig factory seals the weld seam on the roof rail. A robot automatically applies sealant at the position where the side frame is joined to the roof panel. A laser sensor from Micro-Epsilon, which prepositions the robot using distance measurement, is used so that the robot knows exactly where each weld seam is located. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Adhesive beading check It is important during the gluing in of glass panes in automobile production that the adhesive beading shows a constant track. Therefore a robot arm tracks the adhesive beading track exactly with a scanCONTROL laser scanner. In doing so, the robot centers itself on the adhesive beading automatically due to the measured data. In doing so, the scanner measures the surface profile of the adhesive beading. The supplied software automatically detects whether the beading is too narrow, too wide or too flat. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Dosing systems for high-viscosity glues In the automotive industry piston dosing systems are used for glueing car windscreens and windows. These dosing systems supply the highviscosity glue to the application gun in an exactly controllable way. The volumetric flow control required for this purpose is achieved by means of a suitable long-stroke sensor in the hydraulic cylinder. The travel signal of the piston is differentiated, and the speed signal deducted from this is supplied to the closed-loop control circuit. The filling volume is determined through the position of the piston. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Paintwork defects The exterior appearance is an important factor for many surfaces. The reflectCONTROL inspection system is suitable for automatic defect inspection of reflecting surfaces. This system measures the quality of the surface without contact using light reflections and classifies the defects found. The system is particularly suitable for painted surfaces or smooth plastic. Different versions make possible adequate usage for automobile body shells or smaller elements. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Measuring the base height of filters in the automotive industry In automotive filter production, faultless workmanship is essential for the proper functioning of the filter. In addition, the specified height of the filter is also critical in order to prevent any damage occurring to the periphery of the filter during assembly. In cooperation with special purpose machine builder Limberger GmbH and the Signum image processing specialists, scanCONTROL laser profile scanners were integrated to a filter test machine. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Automatic positioning of synchronizer discs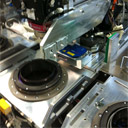 Synchronizer discs are used as a synchronizer package in automatic transmissions. Behr Systems in Germany created a handling and processing plant for deburring the front side of the synchronizer discs using a laser. An essential part of this plant is the measurement technology, which guarantees the precise positioning of the synchronizer discs under the deburring laser. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Stitching position of airbags As interior parts, the covers must therefore harmonise with the overall appearance. The high aesthetic requirements placed on the cockpit, seats, interior trim and steering wheel are particularly important for this functional component. While assembly gaps cannot be measured prior to installation, like many other elements of a car, the airbag stitching can be inspected during production by using a scanCONTROL 2910-25 laser profile scanner. The scanner detects the contour of the stitching while being guided by a robot arm and evaluates several features synchronously. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Inspecting gaps in car trims In high quality vehicles, the trim typically consists not only of a single material (e.g. plastics) but many different bonded materials. This offers various design options but also many additional functions e.g. illumination using semi-transparent parts. Bonding or welding these elements requires precise handling, as parts that are only slightly misaligned can cause large deviations in the corresponding gap size. In order to meet the high requirements demanded by automotive manufacturers, it is necessary to inspect all trim prior to delivery and to rework any defective parts. And this is where the scanCONTROL 2910-25 laser scanner comes in. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Gap measurement of tripping pins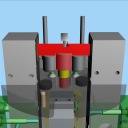 When triggering a switching operation in test equipment for camshafts, a tripping pin is moved at high speed. A gap measurement detects whether the tripping pin has been completely extended and if it has been triggered with the required speed. Evaluation of the displacement-time-signal determines all parameters reliably. The optoCONTROL 1200/90 optical micrometer carries out these measurements. Sensor technology applied |
Gap monitoring in car interiors Car interiors present a number of gaps, for example, between the single cockpit elements such as the center console or door trim. From a technical point of view, it is often irrelevant if the width and height of a gap are constant. However, the interior is an area of the car that the customer sees first. The gapCONTROL profile scanner inspects the gaps of all parts in the car interior during final assembly. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Gap and flushness measurement of car bodywork parts The demands on car bodywork are increasing, not only from a technical viewpoint, but also with regards to the optical design. Therefore, a door that doesn’t close flush could fulfill the technical purpose but would be detected immediately by the eye of the prospective buyer. A bonnet/hood with different gap sizes on both sides is also a considerable flaw. The typical approach for measuring gaps is to use manual feeler gages, which is time-consuming and costly. This method is prone to error due to human factors, which is why the gapCONTROL gap sensor is used in modern production lines to inspect bodywork gaps quickly, reliably and consistently. Sensor technology applied |
| __________________________________________________________________________________________________________ |
TIM 160 for injection mould applicationsUsers of injection mould machines for plastics processing are facing increased quality requirements imposed by end-users, in particular for automotive applications. Because of this trend, the importance of online temperature control right after extrusion as a global quality attribute is growing. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Monitoring embossment depth Embossed serial numbers enable worldwide unambiguous identification of, for example, car body shells. For increased safety measures (e.g. in case of theft), car body IDs are punched into the vehicle frame. Therefore, the depth of the embossment is a critical factor. This is why embossing machines operate using optoNCDT 1420 laser triangulation sensors from Micro-Epsilon. These determine the precise distance between the embossing tool and the component. Based on these distance values, the tool can be positioned correctly. After the embossment is finished, the sensor measures the profile of the embossment and ensures that all characters are embossed to the required depth. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Distinction of brake discs When processing car brake discs, the correct brake disc must be chosen before each stage of production in order to assign them to the manufacturer's different models. Laser scanners are used to recognize and classify the brake discs. The challenge of brake disc distinction is that the test objects are the same with regard to form, height and diameter. The gapCONTROL laser scanners are used for 100 % recognition and subsequent sorting. The only distinctive feature is a gap between two ventilation blades that signifies the respective models of the manufacturer. Sensor technology applied |
| __________________________________________________________________________________________________________ |
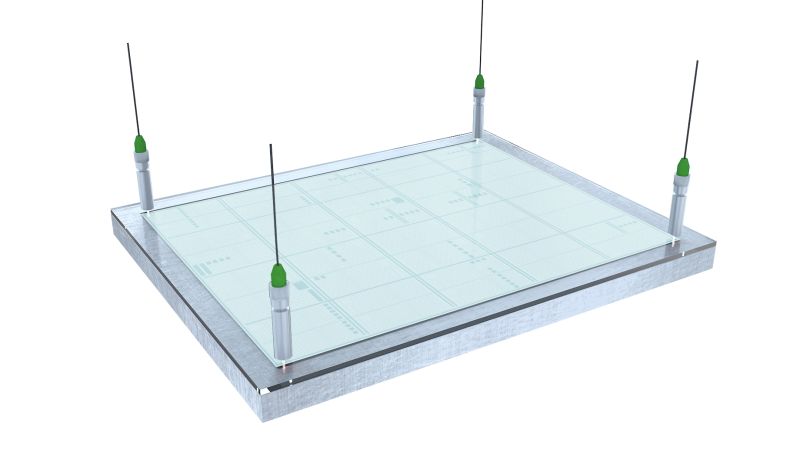
Windscreen defects During the production of windscreens, it can happen that the correct curvature of the windscreen has not been maintained or the fissures and cracks in the surface make the windscreen unusable. A system has been developed for this purpose which inspects the windscreens completely in-line for a surface free from defects. Several confocal sensors on a measuring beam measure the distance to the surface. Using the automatic centering function of the confocal sensors, they track the curvature of the surface precisely. The high resolution makes it possible to inspect the windscreen for cracks and fissures at the same time. |
| __________________________________________________________________________________________________________ |
Windscreen profile Flat glass for demanding industrial tasks is subjected to 100% testing after the production. Dimensional accuracy is important for industrial glass which is used for demanding technical tasks. Examples of such types of glass would be windscreens, display glass for LCD televisions or glass for the production of photovoltaic modules. Even a small deviation from the required geometry or thickness can drastically influence the later function of the glass. The glass profile measuring system uses confocal sensors. These operate with white light and precisely measure the profile of the pane and also an inner layer. A laser scanner is also used for determining the measurement. Sensor technology applied |