










































Machine building |
 Machine building today is more automated than ever before. Displacement measurement for assurance of the functions is being used more and more. Displacement measurement also plays an important role for the achievable precision today of the various systems. Micro-Epsilon itself has acquired particular competence in its System Department. |
Automatic height adjustment for material analysis Laser-induced breakdown spectroscopy (LIBS) performs precise analysis of the atomic composition of different materials. The measurement objects involved are mostly mineral or metallic parts whose surfaces have different gloss levels and which are sometimes extremely tilted. SECOPTA analytics GmbH uses the ILD1320-100 sensors from Micro-Epsilon in this application to automatically readjust the height of the LIBS sensor head. Particularly with metal samples whose surfaces have different textures such as oxidized spots, the ILD1320 with the ATC feature is a reliable sensor. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Brake disc concentricity Brake discs are subject to the highest loads in use and are responsible for the safety of vehicles. For this reason alone, brake discs are thoroughly inspected on test benches. Brake discs are checked for various characteristics at a speed of approx. 2000 rpm on special testers. Capacitive sensors are used for checking the geometric characteristics such as concentricity, thickness and wear. As the deformations only occur in the range of hundredths of micrometres, only very precise sensors can be considered for this. The thermoMETER infrared sensors are used for examining the thermal characteristics of the brake disc. The absolute temperature can be monitored with these so that the thermal drift over a long period can be established. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Inspection of rotationally symmetrical parts The scanCONTROL laser scanner is used for part inspection of various hypoid-tooth components and a digital model of the tooth structure of the component is generated by the measurement system. In this way, the 3D point cloud can be evaluated afterwards according to customer requirements. Previously, this type of inspection was done with manual removal of the part. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Stainless steel tubes for catalyst production Various shapes of catalysts require that the stainless steel casing has a precise dimensional stability. For round catalysts, stainless steel tubes are therefore subjected to a diameter check in a special measuring system. A confocal sensor measures the distance to the tube, which is rotated through 360°. The outer diameter, the minimum circumscribed circle, and the maximum inscribed circle are directly determined by software calculations. The sensor moves in a horizontal direction, depending on the size of the catalyst. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Shape measurement of rotation symmetrical parts As rotary pistons for pumps must have very precise surface geometries, the pistons have to undergo 3D shape measurement. The scanCONTROL laser scanner is moved vertically by a linear axis in a special measuring machine. In doing so, the piston rotates in the measuring range of the scanner. A resolution of 3µm is achieved using this. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Thermal milling spindles Accuracies of a few micrometres must increasingly more often be achieved for the parts machining using machine tools. In doing so, the heat development during the machining and in the tool holder is not insignificant. The thermal expansion of the spindle during the machining can affect the precision so much that the workpiece no longer meets the requirements. The SGS system developed by Micro-Epsilon is used for compensating for the expansion of the tool spindle. The expansion of the spindle is measured using the eddy current based system and in this way precise workpiece machining is made possible. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Measurement of large geometries with precision machines Measuring complex part geometries is a task for the scanCONTROL laser scanner. Laser scanners are used in the precision machines of EHR in order to perform a component inspection at high resolution and without contact. The special feature is that using a scanner, not only is an inspection possible from the outside but also from the inside. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Overhead conveyor distance Overhead conveyors which move automatically through the production process on a rail are used for the transportation of many components. A certain minimum distance is required so that components do not collide with each other during the transport. The optoNCDT ILR sensors have the task of maintaining this minimum distance. Attached to each overhead conveyor, they measure the distance to the next one. These sensors measure using the “Time-of-Flight” principle which is ideal for such types of application. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Engagement length control in high performance screwdrivers Industrial screwing in automated production systems is carried out by automatic screwdrivers. Apart from the torque, the engagement length is the most important criterion for the quality of the screwing operation. Generally, the engagement length, i.e. the screw-in depth, is determined with the aid of a mechanical end-stop or by using a limit switch. Consequently, once set, the engagement length cannot be changed during the production process. The inductive potentiometric displacement sensors in the VIP Series provide decisive advantages in this application. The continuous measurement of the engagement length from 0 to 70 mm enables screwing operations with various depths to be carried out at the same station. Sensor technology applied |
| __________________________________________________________________________________________________________ |
System for testing the risk of creaking with combinations of materials Ziegler Instruments in Mönchengladbach, Germany develops and manufactures test systems that are able to predict the risk of creaking noises due to stick-slip vibrations. In this way, the movement of different material combinations relative to each other - so-called „stick-slip“ - can be examined. For example, a passenger car driving for 100,000km can be simulated in the laboratory in just a few hours. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Coordinate measuring machine Coordinate measurement machines from Zeiss have been known for decades for the highest quality, precision and reliability. Also the mobile measurement machine, ScanMax fulfills these criteria, in part due to the application of inductive displacement sensors from Micro-Epsilon. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Jib lengths of mobile cranes The current jib length is important when calculating the torque of the load on the crane. This length is measured with an integrated draw-wire sensor. This simple and telescopic measuring principle makes wire sensors predestined for the task. The sensors can also be retrofitted. Sensor technology applied |
| __________________________________________________________________________________________________________ |
2D/3D measurement station for gaskets Even if gaskets are just very small components in plant and machinery, they are still critical in terms of their function and operational reliability. However, mechanical engineering companies normally purchase these components rather than produce them in-house. Reliable quality control at goods inwards is therefore essential. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Thickness measurement using displacement sensors Thickness measurement using displacement sensors is a wide application area. Basically there are distinctions between non-destructive/destructive, non-contact/with contact and one-side/two-sided thickness measurement. The Micro-Epsilon measuring techniques for thickness measurement are all emission-free whereby no emissions regulations of any kind have to be complied with. Thickness measurements must be performed both with contacting as well as with non-contact sensors whereby non-contact measuring techniques show advantages as regards accuracy and measuring speed. There is also a distinction between one-sided and two-sided thickness measurement. Two-sided thickness measurements are carried out with at least one pair of sensors which are installed together on one axis. This pair of sensors measures the target synchronously. The difference between the measurement results (C-A-B) produces the thickness of the measuring object. One-sided thickness measurements must only be performed with non-contact sensors. In doing so, the target is only measured with one sensor and either only a part of the target thickness (e.g. layer thickness) or the complete measuring object thickness is measured. Thickness measurements are mainly used in process control and quality assurance, e.g. for the control of extrusion systems or 100% checking of tube diameters. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Tester for pneumatic actuator So-called muscles are developed as alternatives to hydraulic cylinders. The hose made of rubber contracts when it is filled with compressed air. An in-house tester has been developed for testing this muscle. A sensor from the optoNCDT 2200 series in this tester monitors the contraction of the muscle. Sensor technology applied |
| __________________________________________________________________________________________________________ |
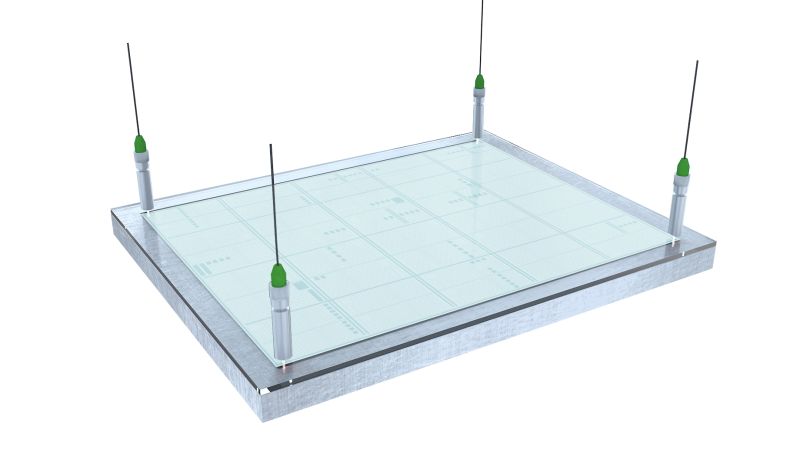
Automatic test station for heat exchangers Heat exchangers in plant and machinery serve as heat transfer mechanisms between different material flows. To maximise the heat-emitting area, they are designed using multiple plates. Respectively one connecting flange for the material-conveying cables is welded or soldered onto the last plate. The position and the flatness of the flanges have to fulfil highest requirements so that these can be connected at the desired point. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Tester for (railway) wheel rim measurement Testers are integrated in the track bed for the wear control of wheel rims on trains. The profile is checked during the passage of the train. Point-type and line-type lasers measure the diameter and the profile of the wheel. Thus, a precise statement of when the wheel must be reprofiled is possible. The measuring technology thereby is exposed to all weather influences. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Completely automatic 3D repair welding For heavy equipment such as soft coal excavators, it is often cheaper to repair parts than to replace them. For the repair of chain links during maintenance work, the worn material is welded on again by a robot. In order to automate this process, a 3D surface scan must be performed in advance so that the necessary welding lines can be calculated. The Mabotic company uses laser scanners from Micro-Epsilon for this. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Diameter of a pulley Diameter and concentricity are crucial factors for a long service life, due to the high rotational speeds achieved by pulleys. These parameters are evaluated on a special test bed, using four optoCONTROL digital micrometres. Two sensors on each level detect the outside diameter of the disc. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Checking the accuracy of robot trajectories The measurement of the trajectory accuracy or its reproducibility is carried out along a diagonal straight line in space. The robot moves the measuring head, which is fitted with sensors, along a steel rule. The deflection of the 2m long rule due to its own weight is compensated by software. Through the arrangement with six sensors both position and orientation deviations are acquired simultaneously. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Position checking on robots The introduction of the international standard ISO 9283 demands new non-contacting measurement methods. The measurement system for the position measurement is composed of a measurement cube with a defined weight, a sensor and a support. The sensor is equipped with six U15 eddy current sensors. During the measurement the robot moves the measurement cube into the sensor range. The data from the eddy current sensors is passed via a fast interface to the PC where it is processed. Measurement inaccuracies due to linearity and tilting errors (parallelism between the sensor and measurement object) and thermal effects are additionally compensated in the measurement software. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Draw-wire displacement sensors take measurements in pipe tradeIn the piping industry orders are placed for fixed lengths of a certain type of pipe. The available pipes with different lengths are transported from the stores to a measurement table to process the order. Here, pipes are inserted one after the other and the partial lengths summed up using a rugged draw-wire displacement sensor. The movable stop on the table is linked to a sensor wire extension pretensioned by a springdriven motor. The draw-wire extension in the dirty section guarantees a clean wire intake in the sensor and a long service life. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Acquisition of the internal diameter of tubes An important criterion for the quality or the wear of tubes in industrial applications is the dimensional conformance of the internal diameter over the complete length. Where high demands are made on accuracy, a quick and reliable recording of the data must be ensured, because, for example, wear measurements must be carried out in the chemical industry on pipes which are already installed, i.e. with the plant shut down. Two pairs of sensors record two tracks offset by 90° in one measurement step. Sensor technology applied |
| __________________________________________________________________________________________________________ |
High precision pipe measurement High precision pipe measurement Pipes, fittings and sleeves are inspected using random sampling for their dimensional accuracy in a special system. Sensors of the optoNCDT 1700 series rotate mounted on a plate. The laser beam is deflected by 90° by an adjustable mirror for the measurement. The system produces a detailed thickness profile of the target using the difference method. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Measurement of key profiles In the production of security keys, the correct blank must be located in the machine before grinding of the teeth can be checked. An optoNCDT 2200 laser sensor traverses across the profile, recording the surface profile precisely while doing so. A measurement profile without any gaps and a very small measuring spot size are important here. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Measuring the lubricating gap in plain bearings The lubricating gap of a plain bearing is influenced by several factors such as temperature, speed, angle, load etc. This influence can only be measured under operating conditions. Therefore, a measurement system which detects the gap size or the shaft displacement is subject to strict requirements: temperature stability, resistance to pressure, oil resistance, small size. eddyNCDT systems with the miniature sensors U 05 and S 05 have been used successfully for displacement measurements in the crankshaft bearing of internal combustion engines. The special design of these miniature sensors enables them to be inserted in even the smallest of bearings where they deliver reliable, accurate measuring results and high resolution of the values. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Gap detection on glass Glass substrates are required for certain medical tests. During manufacture of silicon chips, the substrate is milled in a defined grid with a depth of 800µm. For separation, the substrate is broken at pre-defined breaking points in a breaker station. For this, the glass pane must be positioned precisely. An optoNCDT 1700 sensor is used here for gap measurement. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Spindle growth Spindles of machine tools are subjected to high mechanical load. This load results in thermal expansion of the spindles. The associated change in length causes a certain positioning error for the work to be performed. The SSW sensor is directly integrated in the spindle and measures the thermal expansion there of the tool holder without contact. The miniaturized eddy current sensor can also be used again immediately after a tool change. The measured value is transmitted to the CNC controller as a set offset. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Speed measurement on automatic abrasive cutting machine Tiles and special bricks are processed according to their type on automatic abrasive cutting machines. The objective is fast throughput times with the best quality result. Here, the setting parameters for the rotational speed, the circumferential speed of the cutting disk and the feed rate of the movable table are important. The table movement is acquired by a rugged draw-wire displacement sensor with incremental encoder. A digital tachometer calculates this speed and displays it. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Eddy current sensors in tribology testers Eddy current sensors from Micro-Epsilon are used for various measurement tasks in tribology testers of the ITR in Clausthal. They withstand the harshest ambient conditions there as they measure directly on the shaft in the tester. A tester with water lubrication and a tester which examines plain bearings for the automotive industry have already been realized. The position of the test bearing case and the relative movement between the rotor and the test bearing is detected in the tester using eddy current sensors. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Monitoring oil gaps in hydrostatic bearings Hydrostatic bearings are used in large plant and machinery such as stone mills, telescopic installations etc. Monitoring the gap size is a critical factor, as any disturbances in the hydraulics can cause pressure drops, which in extreme cases, can cause the gap to close, resulting in damage to the bearings and ultimately system failure. Here, it is important to have a system that is easy to install as also ageing plants have to be retrofitted. Due to the long service life and the worldwide use of this plant, the sensor should be easy to replace. For this reason, non-contact eddy current displacement sensors of the eddyNCDT 3001 series are used. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Drive controller in precision respooling machines Laser distance sensors from Micro-Epsilon are used for the respooling machines of the MEMA company from Menden. They continuously measure the diameter of coils there. Finished coils for the merging of several coils are produced from ring-shaped metal bands in this system. In doing so, the diameter is crucial for the constant band tension. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Underwater Measurement of axial movement and shaft playThe functional safety of systems of special economic importance often depends on the perfect operation of delivery devices (pumps). Increased radial shaftwhirl, or an axial shift due to termal expansion, are first signs of possible malfunctions. Measuring axial movement and shaft play will reduce downtimes of the system and minimise repair costs. For underwater measurement a pressureproof eddy-current position sensor, which has been developed from the standard type U3 with certain adaptations is used. The sensor still has its high basic accuracy, and procuring spare parts is no problem at all. The use of potentiometers with readable setting ensures that the sensor can be easily and quickly adapted to different shaft materials (ferromagnetic or non-ferromagnetic). Sensor technology applied |
| __________________________________________________________________________________________________________ |
Non-contacting roundness measurement for rollers In the production of tapes and foils the high speeds of up to 2700 m/min that are used today lead to an increased vibration tendency in the roller stands. Even smallest μm-range irregularities in the rolling contour lead to cross-grooves on the rolled material and thus clearly reduce the quality of the product. For quality assurance a highprecision roundness measuring system for rollers is required, in which an eddy-current sensor measures the surface contour of the roller. Ambient conditions like dust or oil must not affect the measurements. With computer support the angular position of roundness errors and the accumulation and periodicity of circularity errors can be documented. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Displacement sensor for nanopositioning tasks Very small displacements, both static and dynamic, are normally generated by piezo actuators. High precision displacement sensors ensure that these displacements are measured to the required nanometre and sub-nanometre accuracies. Resolution and repeatability of up to 0.04nm are possible. Non-contact, capacitive displacement sensors from Micro-Epsilon provide this sub-nanometre precision. The capaNCDT series combines high precision and the required stability. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Monitoring the clamping of tools Modern, high performance machine tools are now achieving accuracies of just a few micrometers or even less. Such precision can only be achieved by optimum matching of all components, starting with the drive, then the release unit, tool clamp through to the tool itself. Since most components are permanently installed on the machine, then with correct installation the highest precision can be achieved. The only problem is that the tool is changed with each new phase of the operation and can therefore cause critical deviations. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Machine tool clamping position An inductive sensor according to the VIP principle is used for displaying the movement of the clamping cylinder in machine tools. The sensor is integrated in the clamping device and determines the axial position of the clamping cylinder. The displacement signal is routed to a control unit which provides programmable switching points. The outputs of the clampCONTROL control unit can be used in a downstream machine or system controller. |