










































Metal processing |
 For the metal processing, sensors are used in order to control or to detect the product itself on the one hand, on the other hand to check the movement of the processing machine. In this process, precision is often less emphasized than huge resistance regarding keen environmental conditions. Concerning the metallurgy, Micro-Epsilon in particular provides various systems in order to be able to check the quality. |
Measurement of flat washers These days, flat washers are an auxiliary material used in almost every industry. In most cases, the washers consist of different alloys and are required in all sizes and thicknesses, which means the demands on the manufacturers are particularly high. In order to supply the customer with a correctly sorted, high quality product, the thickness and diameter are inspected before the washers are packed. This inspection is carried out using a scanCONTROL 2910-50 laser scanner. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Inspection of saw teeth Whether in a linear arrangement or a saw blade, saw teeth are used for cutting materials. Due to increasing demands for reproducible production results, saw teeth must fulfill the highest quality standards. The reproducible form of the saw teeth, which are often hardened, is therefore critical. The scanCONTROL 2960-100 laser profile scanner is tilted above the strip to continuously inspect the angle of the cut and the maximum points of the saw tooth edges. |
| __________________________________________________________________________________________________________ |
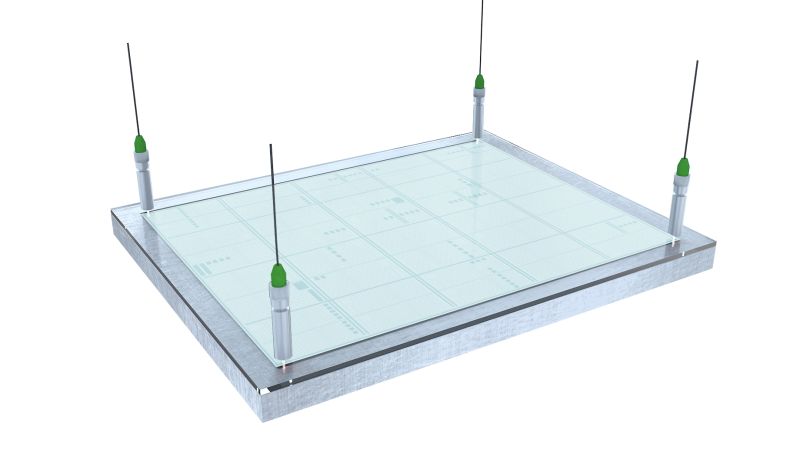
Deflection/cambering of steel strips and saw blades In the production and processing ne of metal strips, numerous measurement variables need to be monitored, e.g. straightness, cambering and deflection. The inspection of these quantities is carried out using three optical micrometers. The two outer laser micrometers form a straight line. The middle one measures the deviation and therefore the deflection to this straight line. The position of the sheet edge in the laser beam is not important here as long as the edge is within the beam path of all the three micrometers. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Measurement of metal stampings Cylindrical, ground stainless steel metal stampings are precisely measured in a fully automatic measurement installation. Two optical optoCONTROL micrometers are applied in order to measure roundness, concentricity and diameter. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Compensating for axial extension of milling spindles When processing materials using milling spindles (mainly motorised spindles), the demands for high precision are continuously increasing. In order to compensate for the axial extension of the spindle caused by thermal heating and centrifugal forces, the eddyNCDT SGS4701 measures the displacement deviation of the spindle. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Bending / smoothness of Aluminum cast coversAfter AL covers have been cast and prior to milling of the sealing surface the covers must be manually straightened and sorted into OK/NOK. This operation takes place in a rough environment (casting bay). The measuring technique that was used earlier (probes) are subject to a high degree of wear and had to be replaced in regular intervals. In order to minimise spare parts costs the customers have decided in favor of the noncontacting and non-wearing eddy-current measuring system. What is of special importance for the success of this measuring method is the fact that eddyNCDT eddy-current sensors, due to the possibility of 3-point-linearization, supply reliable measuring values even with complex target geometries. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Non-contact thickness measurement of aluminum For the prompt detection of incorrect thickness on aluminum strip, patented laser triangulation sensors are employed as a modern alternative solution to isotope measurement systems. To save costs the places on the strip which are outside the permissible thickness tolerance are not provided with a foodstuffs-compatible coating and so the strip can be recycled without problem in production. At the point of measurement the sensors are mounted opposite one another, above and below the passing aluminum strip. Irrespective of the exact height position of the strip, the exact material thickness is obtained by a simple distance signal coupling, F=Ref. - (A + B), of both sensors. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Aluminum rim dimension Maximum quality is required for the production of aluminum rims so that the necessary smooth running is achieved in the subsequent use. In contrast to tactile methods, laser scanners from the Micro Epsilon scanCONTROL series are used for this. These sensors inspect the rims for all geometric defects in an integrated tester. Therefore, a 100% in-line quality control is achieved. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Aluminum rolling - temperature measurement Very different temperatures often occur in the various process stages. The corresponding Micro-Epsilon temperature sensors are used depending on the temperature range and application area. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Tempering - temperature measurement Stresses can occur during induction hardening which can be counteracted by heating up again to the tempering temperature. However, temperatures lower than those used for hardening are involved. The temperatures are measured with pyrometers from Micro-Epsilon. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Measuring system for strip position monitoring in a coating tank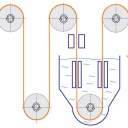 In the electrolytic refinement of thin sheets electrical losses are minimised by a small distance between strip and anode. This requires exact strip guidance. Before the strip enters the coating tank it is guided and measured between two measuring bars with nine eddy-current sensors each. Actuators are initiated and change the position of the anodes in accordance with the strip geometry, or initiate a return to the starting position if limit values are exceeded. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Sheet thickness It is often the case for sheet machining that sheets must be transported individually in machines. Therefore, it is essential that only one sheet gets into the machine. If two sheets are on top of each other, the process will be halted. This task is resolved in a simple way using thickness measurement. If the current measured value is different from the thickness of one sheet, an error is detected. The measurement is independent of the absolute position of the sheet in the measuring gap. Depending on the requirement, laser, optical, capacitive or eddy current sensors can be used for this. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Sheet edge measurement prior to laser welding The company „Paul von der Bank“ in Hilden (Germany) develops and manufactures modular-designed robotic welding cells and fully automatic production and processing lines. To ensure high production quality of longitudinally welded pipes, the following factors must be considered: Besides sheet edge length, the exact edge position must be known, it must be guaranteed that sheet edges are aligned perfectly to each other. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Bolts – temperature measurement Bolts are preheated to 400 °C - 500 °C in order to be pressed easily by the die. Micro-Epsilon pyrometers are used to measure the temperature. Maintenance of the optimum preheating temperature is important in order to ensure a smooth production process and to increase the process speed. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Coil unwinding Rolled strips in the metal industry are wound on coils for transport. For the later processing when the coils are unwound, it is important to know how much material has already been unrolled. This task is simple to solve by using an optoNCDT ILR optical length sensor. It continuously measures the distance from the surface of the coil to the center. The thickness of the coil reduces due to the unwinding which is measured using the increase in distance from the coil surface to the sensor. Using the coil thickness, the material length can be recalculated using specific algorithms. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Coil diameter Rolled strips in the metal industry are wound on coils for transport. For the later processing when the coils are unwound, it is important to know how much material has already been unrolled. This task is simple to solve by using an optoNCDT ILR optical length sensor. It continuously measures onto the surface of the coil and thus records the diameter. The diameter of the coil reduces due to the unwinding which is measured using the increase in distance from the coil surface to the sensor. Using the coil thickness, the material length can be recalculated using specific algorithms. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Coil edge Rolled sheets in the metal industry are wound on coils for transport. It is important that directly before and also after the coiling, to check the position and the edge condition of the metal strip. optoCONTROL optical micrometers are used for this. If the edge of the coil is within the measuring range during the winding or unwinding, the position and the edge structure can be determined from this. This technique ensures that the coil is wound correctly and also that the correct metal strip quality has been delivered for the unwinding. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Hardening – temperature measurement In order to manufacture constant high quality products, the temperature of the workpieces must be precisely measured during the hardening. Non-contact infrared sensors from Micro-Epsilon are suitable for hardening processes due to their particular characteristics. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Inline burr measurement on sheet edges in body manufacture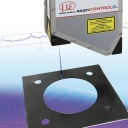 In order to avoid corrosion, continuous and error-free corrosion protection is a critical factor in the painting process. As the thickness of the applied painting on burrs can only be determined under challenging limitations, it is a decisive advantage that the burrs are recognized early in the production process before the corrosion protection and other paint layers are applied. In contrast to fixed solutions that enable a random test, Micro-Epsilon offers its scanCONTROL 2910-10/BL Plug & Play system which provides the required precision with its high point resolution of approx. 8µm along the laser line in order to recognize burrs reliably even during inline measurements. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Cooling process - temperature measurement After pressing, the heated metal object is subjected to the cooling process. In order to guarantee a high quality finished product, a controlled cooling rate is necessary. Non-contact thermometers from Micro-Epsilon are particularly suitable for the temperature monitoring. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Thickness measurement using displacement sensors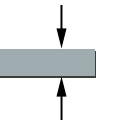 Thickness measurement using displacement sensors is a wide application area. Basically there are distinctions between non-destructive/destructive, non-contact/with contact and one-side/two-sided thickness measurement. The Micro-Epsilon measuring techniques for thickness measurement are all emission-free whereby no emissions regulations of any kind have to be complied with. Thickness measurements must be performed both with contacting as well as with non-contact sensors whereby non-contact measuring techniques show advantages as regards accuracy and measuring speed. There is also a distinction between one-sided and two-sided thickness measurement. Two-sided thickness measurements are carried out with at least one pair of sensors which are installed together on one axis. This pair of sensors measures the target synchronously. The difference between the measurement results (C-A-B) produces the thickness of the measuring object. One-sided thickness measurements must only be performed with non-contact sensors. In doing so, the target is only measured with one sensor and either only a part of the target thickness (e.g. layer thickness) or the complete measuring object thickness is measured. Thickness measurements are mainly used in process control and quality assurance, e.g. for the control of extrusion systems or 100% checking of tube diameters. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Measurement of the zinc strip color in the production plant In the production of high-quality material strips and boards made out of titanium zinc, the surfaces receive specific treatment. Therefore, the coloring of the zinc products is already determined during the production process. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Strip width when trimming metal strips As different widths are frequently required during the production of metal strips, the strips must be trimmed after the rolling process and both the cutters must be movable electrically. The distance is now measured by difference measurement using laser sensors from Micro-Epsilon so that compliance with the target dimensions no longer has to be checked manually as was the case previously. Two optoNCDT 1700 sensors are used for this. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Automatic positioning of synchronizer discs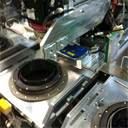 Synchronizer discs are used as a synchronizer package in automatic transmissions. Behr Systems in Germany created a handling and processing plant for deburring the front side of the synchronizer discs using a laser. An essential part of this plant is the measurement technology, which guarantees the precise positioning of the synchronizer discs under the deburring laser. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Position monitoring in hardening ovens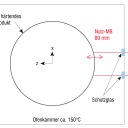 In the production of components for large-scale drives in their Dynamowerk Berlin, Siemens relies on measurement technology from Micro-Epsilon. Two optoNCDT ILR 1182 laser distance sensors monitor the correct position of these components on each hardening oven. If the target/actual position deviates, the position of the component is readjusted via roller blocks. This is crucial for quality as the hardening process of the complete component should be homogenous. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Double-sheet detection before pressing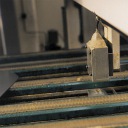 To prevent damage, laser-based optical displacement sensors are employed in front of the inlet for profiled sheets in presses to enable the detection of double sheets. The sensors are mounted opposite one another, above and below the passing sheets. Irrespective of the actual position of the sheets, the material thickness is obtained by simple coupling of the distance signals from both sensors. For adjustment a master sheet for each type of sheet is inserted into the measuring gap and the resulting signal set to zero. The zero value is monitored within a tolerance. The sensors are operated in special protective housings because of the harsh ambient. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Reliable quality control in the rolling mill One of the profile rolling mills processes profile steel in reversing operation. The rod center is then measured and evaluated using a optoNCDT 1700-750BL. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Thickness monitoring in straightening factories Optical laser displacement sensors are employed in front of the inlet for panels on straightening machines to prevent damage to the machine. The sensors enable the detection of double sheets and an accurate acquisition of upright edges. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Damage prevention during production of locking cylinder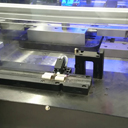 The company Aumat (Germany) develops and produces complex production systems for locking cylinders. In order to prevent any damage occurring, the operator must feed the correct blank into the production programme of the control system. This safety measure requires that a high number of components are detected and identified clearly and reliably in terms of both length and color. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Lubrication gap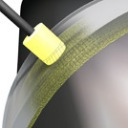 Sliding bearings are used for crankshaft bearings in the engine. A specific minimum distance is required so that the bearing operates as wear-free as possible. Miniature eddy current sensors are integrated in the bearing for this. They measure the distance through the bearing half-shell on the crankshaft. It can thus be established whether sufficient oil is lubricating the shaft in the bearing. If the film of oil breaks down, the distance to the shaft must be almost zero. This is because a certain minimum clearance from the bearing to the shaft is required due to the viscosity of the oil. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Cutting edge measurement Carbide specialist company Ceratizit uses a semi-automatic measuring machine for production control. This device checks cutting plates for dimensional stability. The cutting plates are moved horizontally for each linear axis and pass through the light beam of the optoCONTROL 2500 through-beam sensor. The edge of the cutting plate is measured exactly as a result of this movement. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Weld seam inspection on pipes A perfect weld seam is essential in a leak tight pipe. scanCONTROL laser scanners are therefore used during spiral welding to align the weld flanks. This results in a much more reliable welding process. The long base distance of 600mm and the protective housing for the sensor are also important here. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Extrusion - temperature measurement Precise temperature measurement at several places is necessary for extrusion: after preheating the bolt, for the discharge of the profile from the die and for quenching the extruded product. An additional check of the tool temperature is usually carried out in order to obtain optimum production results. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Monitoring embossment depth Embossed serial numbers enable worldwide unambiguous identification of, for example, car body shells. For increased safety measures (e.g. in case of theft), car body IDs are punched into the vehicle frame. Therefore, the depth of the embossment is a critical factor. This is why embossing machines operate using optoNCDT 1420 laser triangulation sensors from Micro-Epsilon. These determine the precise distance between the embossing tool and the component. Based on these distance values, the tool can be positioned correctly. After the embossment is finished, the sensor measures the profile of the embossment and ensures that all characters are embossed to the required depth. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Roller levitation height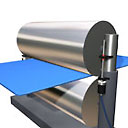 The distance of both rollers from each other or from the roller to the support surface is the crucial dimension for rolling processes for metals, plastics or other materials. In the case of sensitive processes and high material accuracies, the lift of the upper roller must be checked constantly so that imminent rejection is avoided. The contacting inductive and the non-contact methods are suitable for this. In the case of contacting methods, the sensor is mounted on the outside on the roller guide. The change in clearance is transmitted to a plunger whose position change is measured by the inductive sensor. In the case of the non-contact method, the roller is between the transmitter and receiver of an optical micrometer at the height of the lift. The emitted light curtain is partially covered by the roller. The remainder reaches the receiver through the gap. The gap can be calculated based on the light quantity measurement. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Roller runout The runout of the roller is a crucial criterion for rolling processes of metals, plastics or other materials. An imbalance is even dangerous for rollers which have to rotate at high speeds. Therefore, the roundness of the roller must be measured before and also during the application. For all the following processes, a sensor measures the roller directly and establishes the ovality. The non-contact eddy current method is used for rollers made of polished metal. Capacitive or laser triangulation sensors are used for rollers made of other materials. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Roller clearance The distance of both rollers from each other or from the roller to the support surface is the crucial dimension for rolling processes for metals, plastics or other materials. In the case of sensitive processes and high material accuracies, the clearance must be checked constantly so that imminent rejection is avoided. The contacting inductive and the non-contact methods are suitable for this. In the case of contacting methods, the sensor is mounted on the outside on the roller guide. The change in clearance is transmitted to a plunger whose position change is measured by the inductive sensor. In the case of the non-contact method, the roller is between the transmitter and receiver of an optical micrometer. The emitted light curtain is partially covered by the roller. The remainder reaches the receiver through the gap. The gap can be calculated based on the light quantity measurement. Sensor technology applied |
| __________________________________________________________________________________________________________ |
Flatness measurement in rolling mills The requirements on the surface quality of rolled sheet metal are continually increasing. This may be steel sheet which is used, for example, for stainless steel fronts in kitchens, or also aluminum sheet used in the automotive field. The surface must be flawless to offer the customer a high quality visual appearance. Consequently, measurement equipment is employed in rolling mills to acquire the so-called flatness of the rolled sheet metal. Flatness is taken to mean the surface evenness of the sheet in the unstressed state. Sensor technology applied |